全部
▼
热搜:
本发明公开了一种金属氢化物原位合成硅/碳纳米复合材料的制备方法及其应用,属于锂离子电池电极材料领域,制备方法如下:S1.在保护气体氛围下,将碳酸盐、纳米二氧化硅、二茂铁和金属氢化物混合,球磨后加入氯化铝,得到前驱体;碳酸盐、纳米二氧化硅、二茂铁和金属氢化物的质量比为1:(2.5~20):(3~5):(3~30),氯化铝与纳米二氧化硅的质量比为(5~15):1;S2.在保护气体氛围下,将步骤S1所得的前驱体进行焙烧,再冷却至室温,经过酸洗、干燥后得到硅/碳纳米复合材料。本发明的制备方法反应温度低,硅的产率高;且通过一步煅烧制得硅/碳纳米复合材料,工艺简单。制备的硅/碳纳米复合材料形貌均匀,硅在碳材料中分布均匀,可以有效缓冲硅的体积效应。
本发明公开了一种基体预先引入的快速制备C/SiC陶瓷复合材料的方法,它涉及一种陶瓷基复合材料及其制备方法。本发明通过改进编织体结构,创新性的提出模压加上基体预先引入的方法,大大缩短了PIP工艺制备C/SiC陶瓷复合材料的周期,从而达到降低制备成本的目的。该方法通过编织体加工、编织体预处理、先驱体浸渍、固化、模压、高温裂解、重复步骤浸渍、固化、裂解,当增重量小于原质量的1%后,停止浸渍裂解,完成材料制备。本发明的C/SiC陶瓷复合材料在缩短30‑50%生产周期、降低成本30‑40%的前提下,最弯曲高强度能达到325MPa,最高拉伸强度能达到180MPa。
 825
825
 0
0
本发明属于聚合物阻燃材料技术领域,具体公开了一种阻燃聚丙烯竹塑复合材料及其制备方法。本发明的竹塑复合材料以聚丙烯树脂为基体,以自然资源丰富的竹粉为填充料,以卤锑复合体系为阻燃剂,制备一种阻燃聚丙烯竹塑复合材料,制备过程中,将聚丙烯与改性竹粉进行复合,同时通过添加复合阻燃剂,进行热塑性的挤出加工,制备出了一种功能性的阻燃聚丙烯竹塑复合材料。本发明的竹塑复合材料综合了竹材和塑料两者的优点,具有尺寸稳定性好、耐腐蚀、耐虫蛀、耐老化,并且可回收再利用等优点,而且阻燃效果优异,垂直燃烧阻燃级别达到V-0级。
 927
0
927
0
一种聚苯乙烯竹塑阻燃复合材料及其制备方法,属于聚苯乙烯材料领域,该聚苯乙烯竹塑阻燃复合材料由以下原料制备而成,按重量份数计,其制备原料包括:90‑120份聚苯乙烯、20‑40份苯乙烯‑丁二烯‑苯乙烯嵌段共聚物、20‑25份竹粉或改性竹粉、20‑25份阻燃剂、4‑5份相容剂、1.5‑2份润滑剂以及1‑1.5份抗氧剂。该聚苯乙烯竹塑阻燃复合材料具有结构强度高,阻燃性能好的优点。本发明还提供了该聚苯乙烯竹塑阻燃复合材料的制备方法,该方法流程简单,操作方便。
 1145
0
1145
0
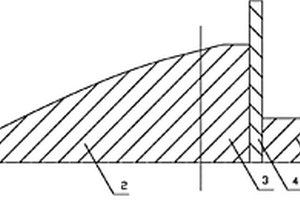
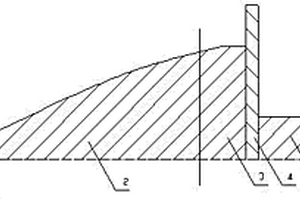
一种旋转体双层复合材料缠绕成型方法,属于复合材料成型领域,解决现有双层复合材料缠绕方法所存在的内层材料易滑移的问题,以提高缠绕质量,适用于内型面为圆台形或旋转曲面的旋转体成型。本发明包括准备步骤、缠绕成型步骤、固化步骤和加工步骤;还可以具有制品防护步骤。本发明改变了现有双层复合材料的缠绕成型顺序,在缠绕完一部分内层预浸布后立即在其外表面缠绕一部分外层预浸布,及时阻挡了内层预浸布向外滑移的趋势,有效的改善了双层复合材料的内部及外观质量。
本发明公开一种高强度高纤维体积含量树脂基复合材料的制备方法及设备,该方法包括如下步骤:S1、织物尺寸控制,S2、织物预压,S3、织物缝合,S4、织物终压,S5、注射成型。该设备主要由预压机构、针刺缝合机构、模具和注射抽吸系统组成。本发明通过织物预压提高复合材料纤维体积含量、织物层与层制件的结构均匀性和厚度均匀性,通过对预压后织物针刺缝合提高复合材料层间结合力,扩大复合材料应用范围同时保证了预压织物的不变形,成型前模具对缝合后织物进行进一步压制,进一步增大纤维体积含量。通过加压注射成型,使树脂浸润织物,即可获得高强度高纤维体积含量树脂基复合材料。
 731
0
731
0
本实用新型公开了一种复合材料舱体成型模,属于复合材料成型技术领域。所述复合材料舱体成型模包括:凸模、凹模、定位筒、第一定位盘及第二定位盘;所述凸模可拆卸式地与所述定位筒的筒壁连接,所述凸模的外型面的尺寸与所述舱体内型面的尺寸一致;所述凹模的顶端通过所述第一定位盘与所述定位筒的顶部连接,所述凹模的底端通过所述第二定位盘与所述定位筒的底部连接,所述凹模的内型面的尺寸与所述舱体外型面的尺寸一致;其中,所述舱体设置在所述凸模与所述凹模之间。本实用新型复合材料舱体成型模能够实现高精度内、外型面复合材料舱体的成型。
 1186
0
1186
0
本发明公开了一种玻璃纤维增强复合材料,包括玻璃纤维、不饱和树脂、固化剂、促进剂、润滑剂和脱模剂。本发明还公开了一种玻璃纤维增强复合材料的生产工艺,主要步骤包括:(1)玻璃纤维干燥预处理;(2)将不饱和树脂、固化剂、促进剂、润滑剂和脱模剂按比例充分搅拌混合配制成浸润溶液;(3)将玻璃纤维在浸润溶液中充分浸润;(4)充分浸润后的玻璃纤维牵入模具,在一定温度下固化定型,即可制成特定结构的玻璃纤维增强复合材料制品。本发明提供的玻璃纤维增强复合材料生产工艺固化时间短,能源消耗低,制得的复合材料具有拉伸强度高、耐温度性能优异等优点,可用于交通隔离防护栏或汽车保险杠等领域。
 858
0
858
0
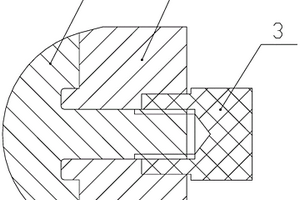
本发明公开了一种超高温陶瓷基复合材料烧蚀头天线罩罩体的制造方法;该方法首先使用碳纤维三相正交方式进行烧蚀头平板织物编织,得到烧蚀头编织物;浸渍复合得到C/SiC?ZrC复合陶瓷烧蚀头粗坯,采用针刺方式对罩体织物进行仿形编织;得到罩体编织物;进行机械加工成所需产品尺寸,得到烧蚀头和罩体,然后烧蚀头和罩体通过螺母进行连接成型;即得到烧蚀头天线罩罩体。该方法利用C/SiC?ZrC复合材料、C/SiC?HfC复合材料具有优异的耐温性、抗烧蚀性能,其耐温性可高达2000℃。且通过对烧蚀头预制件的优化设计、环向纤维体积含量的调控,可实现烧蚀头复合材料在环向方向零膨胀,从而得到天线罩罩体可以应用于高马赫(>10Ma)、长航时(>1000s)、高精度的中远程地地巡航导弹。
 933
0
933
0
本发明公开了一种双向梯度短纤维压电复合材料及其制备方法,涉及材料制备技术领域。该双向梯度短纤维压电复合材料包括叉指电极和压电纤维复合层,压电纤维复合层包括沿轴线方向依次相连的多个短纤维压电复合单元,多个短纤维压电复合单元的轴向长度呈梯度变化,每个短纤维压电复合单元均包括多根极化短压电纤维和多根聚合物纤维,多根极化短压电纤维在拼接方向上的宽度呈梯度变化。其在封装前就完成极化,极化完全且均匀不存在极化“死区”的问题,同时增强对非平面结构的适应性。该双向梯度短纤维压电复合材料的制备方法得到的复合材料结构尺寸精确可控,容易实现压电纤维复合材料结构与性能系列化和批量化的制备。
 988
0
988
0
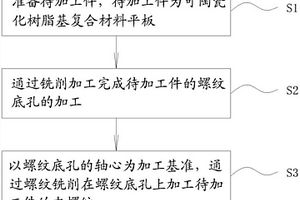
本发明涉及一种可陶瓷化树脂基复合材料螺纹孔加工方法,包括以下步骤:准备待加工件,待加工件为可陶瓷化树脂基复合材料平板,通过铣削加工完成待加工件的螺纹底孔的加工,以螺纹底孔的轴心为加工基准,通过螺纹铣削加工待加工件的内螺纹,继而完成可陶瓷化树脂基复合材料平板的螺纹孔的加工。该可陶瓷化树脂基复合材料螺纹孔加工方法能提高螺纹孔加工效率,保障螺纹孔的精度、内部及外观质量。
 993
0
993
0
本发明公开了一种耐150℃泡沫夹层吸波复合材料及其制备方法,其复合材料包含上蒙层、泡沫夹层和下蒙皮,其重量比为:10~20∶60~80∶10~20;厚度比为1~3∶8~15∶2~6。该制备方法,先按重量配比分别称量出各组份原料,然后通过泡沫夹层上下铺覆增强纤维蒙皮,高温固化进行复合,得到到耐150℃泡沫夹层吸波复合材料。本发明制备的泡沫夹层复合材料,结构轻质、吸波频带宽。弯曲强度、弯曲模量分别在3MPa、150MPa,而密度在0.20g/cm3以下,对8-18GHz波段的电磁波呈现宽频吸收,泡沫夹层材料的最大反射率在12.9GHz处达-41.7dB。
 770
0
770
0
本发明公开了一种雪硅钙石@二氧化硅/四氧化三铁的磁性矿物复合材料的制备方法和应用,本方法主要包括如下步骤:1)共沉淀法合成四氧化三铁;2)四氧化三铁/二氧化硅的合成;3)水热法合成雪硅钙石@二氧化硅/四氧化三铁的磁性矿物复合材料。本发明合成的雪硅钙石@二氧化硅/四氧化三铁的磁性矿物复合材料,加入到1mg/L-100mg/L含磷废水中,投加量为2.0-5.0g/L,搅拌30-60min,出水磷含量达到国家一级排放标准。本发明制备的雪硅钙石@二氧化硅/四氧化三铁的磁性矿物复合材料具有性能稳定、环境无污染等优点。不仅具有雪硅钙石高效除磷的特性,还具有优良的磁性,在回收过程中方便快捷,因此在环境废水除磷领域具有良好的发展前景。
 812
0
812
0
一种旋转体双层复合材料缠绕成型方法,属于复合材料成型领域,解决现有双层复合材料缠绕方法所存在的内层材料易滑移的问题,以提高缠绕质量,适用于内型面为圆台形或旋转曲面的旋转体成型。本发明包括准备步骤、缠绕成型步骤、固化步骤和加工步骤;还可以具有制品防护步骤。本发明改变了现有双层复合材料的缠绕成型顺序,在缠绕完一部分内层预浸布后立即在其外表面缠绕一部分外层预浸布,及时阻挡了内层预浸布向外滑移的趋势,有效的改善了双层复合材料的内部及外观质量。
 883
0
883
0
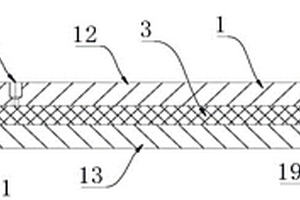
本发明公开了一种牛皮纸和无纺布复合材料及其生产工艺,该复合材料由以下结构组成:进口牛皮纸、中石化聚乙烯、无纺布、外防水透气膜、内防水透气膜;本发明还公开了一种牛皮纸和无纺布复合材料及其生产工艺的生产工艺,包括加工半成品卷料、加工单层膜卷料以及加工双层膜卷料;本发明涉及的复合材料通过添加新材料、采用新工艺,在原有无纺布材料基础上增加进口牛皮纸,保证了产品外观的挺度,触摸更有质感,而且更实用耐用;而且该复合材料通过在内外各添加了一层防水透气层,不仅防水性高、透气性好,而且物理性能好,耐曲折、柔软度好、抗拉强度大,具有优良的耐腐蚀性,值得大力推广。
 1163
0
1163
0
一种导热尼龙复合材料,由PA66导热复合材料粉末制备而成,该复合材料粉末的原料组成及质量份比为:磷石膏80‑100、蒸馏水1600‑2000、尼龙66粉末80‑100、多壁碳纳米管10‑20、浓硫酸12‑20、浓硝酸24‑40,PA66导热复合材料粉末的制备方法为:先将磷石膏、蒸馏水混合均匀,然后加入尼龙66粉末、多壁碳纳米管混合均匀,随后加入浓硫酸、浓硝酸混合均匀,再在90‑100℃下搅拌至充分反应,然后对反应产物趁热过滤得到滤液,待滤液冷却至室温后静置至充分结晶,最后过滤得到滤渣,对滤渣进行洗涤、干燥,得到该复合材料粉末。本发明制得的尼龙复合材料中均匀分布有碳纳米管‑纳米硫酸钙晶须,导热性能高。
 974
0
974
0
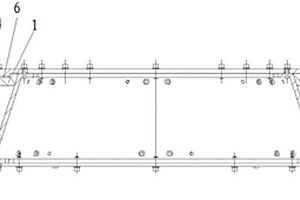
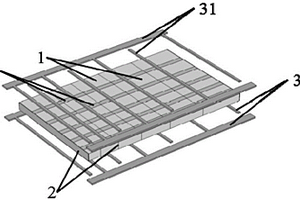
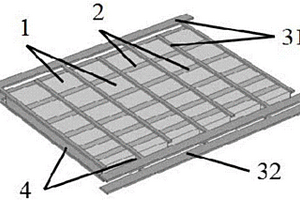
本发明公开了一种光伏发电用碳基复合材料框架系统及其拼装方法,该包括碳基复合材料主梁、碳基复合材料次梁和碳基复合材料拉挤型材,所述碳基复合材料主梁之间及主梁与次梁之间均通过螺栓连接,将多个碳基复合材料单元沿纵、横向连成整体。本发明可很好地应用于光伏电站的建设,通过将传统光伏发电平台中的高密度聚乙烯单元和镀锌钢支架分别用碳基复合材料单元和拉挤型材替代,提高了整个的使用寿命,解决了目前使用寿命难以与光伏电站全生命周期相匹配的问题。
 876
0
876
0
本发明公开了一种颗粒、纤维双元增强复合材料的脱模方法,属于复合材料技术领域。该方法包括模具清洗、环氧树脂混合、胶粘剂混合、刷胶、粘贴、固定、固化、脱模的步骤。该方法能快速的完成将颗粒、纤维双元增强复合材料模具的脱模。
 1099
0
1099
0
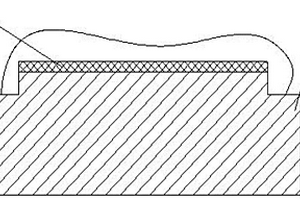
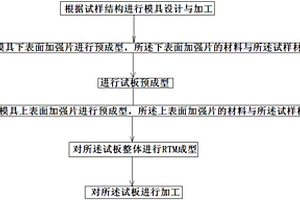
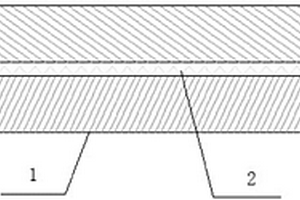
本发明公开了一种高温复合材料试样制备方法,属于复合材料技术领域。所述高温复合材料试样制备方法包括以下步骤根据试样结构进行模具设计与加工;对模具下表面加强片进行预成型,下表面加强片的材料与所述试样材料相同;进行试板预成型;对模具上表面加强片进行预成型,上表面加强片的材料与试样材料相同;对试板整体进行RTM成型,获得高温复合材料试样;对试板进行加工。本发明高温复合材料试样制备方法的加强片与本体没有粘接的二次固化界面,粘接面剪切强度与试验件本体材料层间强度一致,避免了试验过程中粘接面破坏的现象。
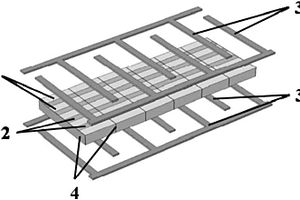 758
0
758
0
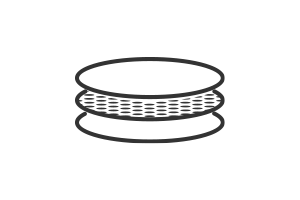
本发明公开了一种短纤维压电复合材料及其制备方法,涉及材料制备技术领域。该短纤维压电复合材料包括柔性叉指电极和位于柔性叉指电极的上下电极之间的压电纤维复合层,压电纤维复合层包括沿轴线方向依次拼接的多个短纤维压电复合单元,每个短纤维压电复合单元均包括多根极化短压电纤维和多根聚合物纤维,每个聚合物纤维的两侧分别与一个极化短压电纤维相连。其在封装前就完成极化,极化完全且均匀不存在极化“死区”的问题。该短纤维压电复合材料的制备方法,其制备上述短纤维压电复合材料,复合材料结构尺寸精确可控,容易实现压电纤维复合材料结构与性能系列化和批量化的制备。
 1262
0
1262
0
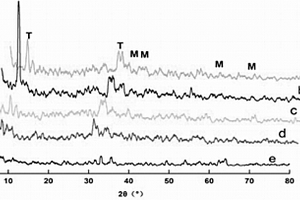
本发明公开了一种可陶瓷化树脂基复合材料的制备方法,属于复合材料技术领域。该方法通过选择合适的增强材料及含有可陶瓷化添加剂的树脂,然后将增强材料浸入到该树脂胶液中,待浸渍均匀后,将增强材料放入模具内,以加温压制的方式成型复合材料。该复合材料内部的可陶瓷化添加剂在>600℃时发生化学变化形成陶瓷,从而大幅提高复合材料的耐烧蚀性能,减少树脂基复合材料高温时烧蚀量过大及层间开裂的缺点,并且降低生产周期和材料成本以及明显改善陶瓷材料的机械加工性能。
 744
0
744
0
本发明公开了一种树脂基复合材料天线罩体的制备方法,步骤如下:首先,根据天线罩产品的结构、尺寸及质量要求,确定纤维增强复合材料编织体的铺层厚度及数量;然后,将金属套环套设到凸模的锥形体上,涂抹脱模剂;再制备预成型体;然后,将纤维增强复合材料编织体及预成型体装配于凸模上,套装完毕后锁紧编织体并剪边;再然后,合模,注入树脂固化;最后,脱模,飞边,得到成品。本发明特别适用于大尺寸树脂基复合材料罩体、变壁厚罩体,选用纤维增强编织体铺层,复合材料纤维体积含量超过60%,纤维强度发挥率高;将金属件与复合材料一体化成型,制品表观色泽均一,内部粘接良好,精度高,无需对纤维层进行机加,能满足成型工艺的要求。
 804
0
804
0
本发明公开了一种C/SiC复合材料快速制备方法,将针刺编制体CVD镀层处理得到预处理坯料;配制得到第一前驱体,将预处理坯料用第一前驱体浸渍、保温、裂解,重复若干次得到C/SiC坯料;选用含乙烯基全氢聚碳硅烷作为第二前驱体,将C/SiC坯料浸渍、保温裂解,重复若干次得到C/SiC复合材料。通过控制不同性能前驱体的使用,进而实现复合材料高性能、快速制备的过程。第一前驱体保证复合材料适中的界面结合,保证复合材料的最终力学性能;含乙烯基全氢聚碳硅烷陶瓷转化率高,保证复合材料快速致密目的;采用本发明制备方法所制备的C/SiC复合材料制备周期可缩短三分之一,弯曲强度仍可保持在原有的90%左右。
 1364
0
1364
0
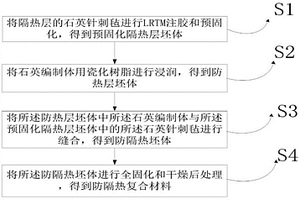
本申请涉及轻质化复合材料领域,尤其涉及一种耐高温防隔热复合材料及其制备方法、模具和检测方法。所述防隔热复合材料包括隔热层和防热层,所述隔热层和所述防热层缝合连接;所述防热层包括石英纤维编体、网格布和瓷化树脂;所述石英纤维编体分为直段区和鼓包段仿形区;所述防隔热复合材料的性能包括:密度≤0.6g/cm3和200℃下导热系数≤0.4W/(m.K);耐高温800‑1000℃长时间服役的低密度LRTM成型大型防隔热层复合材料。
 1199
0
1199
0
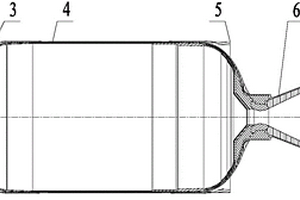
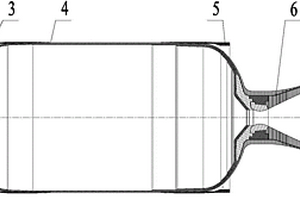
本发明公开了一种发动机复合材料壳体与喷管一体成型方法,是将喷管与发动机复合材料壳体快捷高效合为一个整体的过程,所述发动机复合材料壳体包括壳体主体部分及连接在壳体主体部分前端的前接头,取消了现有技术中发动机壳体与喷管法兰连接结构,在喷管组件装配到位后,与发动机复合材料壳体一并缠绕固化成型,去除了后接头、连接件等金属部件,能有效提高发动机质量比,同时取消了发动机复合材料壳体与喷管的装配工序,有效缩短发动机复合材料壳体、喷管的装配制造周期。
本发明属于锂离子电池技术领域,具体公开了一种ZnSnO3纳米棒/RGO复合材料的制备方法及其储能应用。本发明采用微波水热法制备得到了ZnSnO3纳米棒/RGO复合材料,具体方法为:将氢氧化钠、锡源和锌源在冰浴条件下混合,并向其中加入一定量的GO,然后在一定的微波水热条件下得到前驱体ZnSn(OH)6/RGO,再将所得前驱体ZnSn(OH)6/RGO置于管式炉中,在惰性气氛保护下,升温至300‑600℃,保温2‑10h,得到ZnSnO3纳米棒/RGO复合材料。该ZnSnO3纳米棒/RGO复合材料应用于锂离子电池负极材料后具有极高的容量和很好的循环稳定性,显示出良好的发展前景,该材料在0.1 A·g‑1的电流密度下,电化学性能稳定,循环380周后,比容量仍保持在700mAh·g‑1,库伦效率接近100%。
 1180
0
1180
0
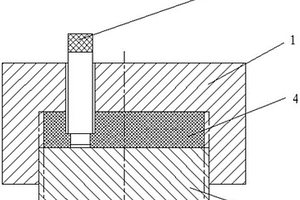
本实用新型公开了一种层压复合材料零件螺纹孔的加工工装,属于机械加工技术领域。所述层压复合材料零件螺纹孔的加工工装包括:压紧盖及支撑盖;所述压紧盖朝向所述支撑盖的端面上开设有凹槽,所述层压复合材料零件设置在所述凹槽内;所述凹槽可拆卸式地与所述支撑盖连接,所述层压复合材料零件设置在所述支撑盖上;所述压紧盖上开设有若干通孔,若干所述通孔均与所述凹槽连通。本实用新型层压复合材料零件螺纹孔的加工工装避免加工应力过大导致的复合材料零件分层、劈裂。
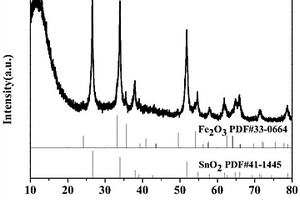
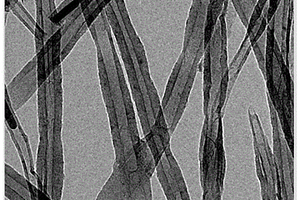
本发明公开了一种Fe2O3/SnO2复合材料、其制备方法、应用和锂离子电池,涉及锂离子电池电极材料的制备技术领域。Fe2O3/SnO2复合材料具有纤维状微细结构。Fe2O3/SnO2复合材料的制备方法,包括以下步骤:将锡盐和铁盐加入至电纺液中,混合均匀后进行静电纺丝得到初产物,初产物经干燥、在空气气氛下进行热处理,得到Fe2O3/SnO2复合材料。本发明公开的Fe2O3/SnO2复合材料具有晶粒尺寸小、粒度均匀、充放电比容量高、循环性能良好和倍率性能优异等优点。本发明提供的Fe2O3/SnO2复合材料制备方法具有相对较低的成本和较高的产出率,并能很好的调控材料微观的纤维形貌、尺寸及排布等。
 786
0
786
0
本发明公开了一种带喷管的发动机复合材料壳体一体成型方法,通过缠绕的方式将喷管预发动机复合材料壳体一体成型,取消了现有技术中发动机复合材料壳体与喷管单独成型后再用金属连接的结构,而是将喷管与发动机复合材料壳体后接头合为一体,在喷管装配到位后,喷管收敛段与发动机复合材料壳体一并缠绕成型,用缠绕层代替了原有的喷管金属壳体,去除了发动机复合材料壳体后接头、喷管金属壳体和连接件等部件,能有效提高发动机质量比;并且采用工艺封头和固定块,克服了喷管喉径对芯模芯轴的限制,能很好地保证喷管的轴向间隙以及与壳体同轴度的控制;另外,本发明的一体成型方法简单、操作方便、周期短且价格低廉。
 1040
0
1040
0
本发明公开了一种横向梯度短纤维压电复合材料及其制备方法,涉及材料制备技术领域。该横向梯度短纤维压电复合材料包括叉指电极和位于叉指电极的上下电极之间的压电纤维复合层,压电纤维复合层包括沿轴线方向依次相连的多个短纤维压电复合单元,每个短纤维压电复合单元均包括多根极化短压电纤维和多根聚合物纤维,多根极化短压电纤维在拼接方向上的宽度呈梯度变化。其在封装前就完成极化,极化完全且均匀不存在极化“死区”的问题,同时增强对非平面结构的适应性。该横向梯度短纤维压电复合材料的制备方法,其制备上述横向梯度短纤维压电复合材料,复合材料结构尺寸精确可控,容易实现压电纤维复合材料结构与性能系列化和批量化的制备。
北方有色为您提供最新的湖北孝感有色金属复合材料技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!

 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月20日 ~ 22日
2026年03月20日 ~ 22日  2026年03月25日 ~ 27日
2026年03月25日 ~ 27日  2026年03月26日 ~ 28日
2026年03月26日 ~ 28日  2026年03月27日 ~ 29日
2026年03月27日 ~ 29日 





































































