全部
▼
热搜:
 861
861
 0
0
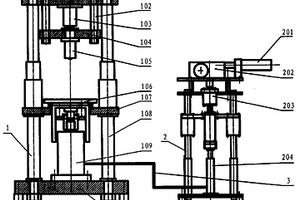
一种液压比对式力标准机,它包括有标准传感器,测试主机、副机、液压系统、电器控制系统,其技术要点是:在测试主机的上板上安装一个大量程的标准传感器,在其下方安装一个可更换的小量程标准传感器,该小量程标准传感器固定在横板上,横板通过吊杆与上板相连接。检测大量程传感器时通过传力机构将力传给被测传感器;检测小量程传感器时,拆下传力杆,更换的小量程标准传感器,小量程标准传感器压头直接作用在被测传感器上。本实用新型可以用一台液压比对式力标准机检测5-100吨称重传感器、电子秤,线性、重复性、滞后、蠕变、灵敏度等技术性能指标。精度等级为0.01级、0.02级。
 1146
0
1146
0
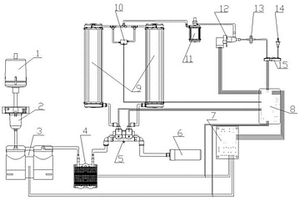
本实用新型公开了一种可以根据不同海拔自动调整工作模式的制氧机,包括机壳以及集成安装于机壳内的进气过滤器、压缩机、吸附塔、储氧罐,进气过滤器、压缩机、吸附塔、储氧罐依次通过管路连接;机壳内还设置一体式控制阀、均压控制阀、排气消音罐、电子流量调节阀、电源板以及MCU主控板,一体式控制阀连接于压缩机输出端与吸附塔输入端之间的管路上,排气消音罐通过管路与一体式控制阀相连,均压控制阀连接于吸附塔输出端与储氧罐输入端之间的管路上,电子流量调节阀连接于储氧罐输出端连接的管路上。本实用新型根据储氧罐的压力与一体式控制阀、均压控制阀的切换时间形成闭环控制,保证制氧机在不同海拔的情况下,能够以同样的吸附压力正常工作。
 840
0
840
0
本发明属于荧光材料制备领域,涉及一种稀土金属离子掺杂的石墨相氮化碳的制备方法。该荧光材料的分子式为g‑C3N4:Tb。其制备方法是将含氮有机物和铽盐加入去离子水中混合均匀后,加入无机酸后在微波炉中微波照射一段时间。自然冷却后,得到固体g‑C3N4:Tb材料。该荧光材料形成的分散液在紫外光照射下,呈现出较强绿色荧光。当激发波长为290nm时,其发射光谱中出现三个发射峰分别是一处宽峰(g‑C3N4特征峰)和两处尖锐发射峰(Tb3+的特征发射峰)。该方法成本低廉、操作简单、重复性好,制成材料稳定性高,荧光性能好,在生物成像和分析检测等领域具有良好的应用前景。
 1178
0
1178
0
一种高热稳定性陶瓷浇口杯的制作方法,主要解决现有陶瓷浇口杯热稳定性差、热冲击能力差的问题。该方法是将高铝类、粘土类原料分散剂和水按照一定比例,通过不同原料分段添加球磨的工艺及控制研磨时间来保证合理的粒度级配,再压滤、成型、低温烧结制成浇口杯。上述原料采用焦宝石和球土。上述分散剂采用柠檬酸铵、纯碱、偏硅酸钠中的一种或两种。本发明所制备的浇口杯表面光滑、不掉渣,抗热震性能好,耐火度可达到1650-1790℃,强度大于20Mpa,完全满足高温合金铸造高温、高热冲击的技术要求。由于采用高品质、低成本的焦宝石和高塑性、高耐火度球土,既保持了耐火材料的高耐火度,又具有较高的强度。
 1059
0
1059
0
本发明公开了一种利用陶瓷抛光废料制造硅酸钙板的方法。硅酸钙板制品是将陶瓷抛光废料与硅藻土、生石灰等原料按照比例混合均匀,真空压滤成型后在高温高压水热条件下合成。蒸压是在165-200℃恒温蒸压10-24小时,蒸汽压为0.6-1.2MPa。本发明利用了大量的陶瓷抛光废料,使其变废为宝。本发明所制备的硅酸钙制品具有节土、节能、环保、利废等优点,具有明显的经济效益和社会效益。
 1246
0
1246
0
本发明专利属于激光熔覆技术领域,具体涉及一种用于高温加热炉的激光熔覆材料及工艺方法。本发明提供一种用于高温加热炉垫块的激光熔覆材料,以钴基合金粉末Ⅰ做为打底层,在打底层的表面熔覆钴基合金粉末Ⅱ,其中,钴基合金Ⅰ粉末包括Cr、Fe、C、Si、Mn、Co;钴基合金粉末Ⅱ包括C、Al、Cr、B、Ti、Mo、Si、Y、Hf、Pb、Co;本发明同时提供一种用于高温加热炉的激光熔覆材料的制作工艺,本发明结构基体采用高强度铁基/镍基,实现节约钴材料的激光复合制加热炉部件,具有优异的高温抗结瘤性能有效解决高温加热炉炉内部件结瘤问题。
 828
0
828
0
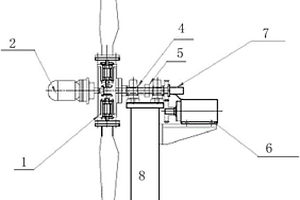
本发明提供一种双叶片模型风力发电机实验台及实验方法,其包括两叶片风机平台、配电及控制系统。本实验台根据实际风机的空气动力学特性,在不具备实际风场环境下的实验室也可以模拟出风机的实际工况,给双叶片风力发电机组的实验带来极大的方便;实验台叶片通过变桨机构与轮毂连接,变桨机构实现叶片0-90度旋转,以达到不同工作特性的需要,给实验人员提供很大的方便。本发明根据不同的风速风向,可以模拟双叶片风力发电机组的运行,对叶片的性能包括功率,气动性能,机械性能进行研究。
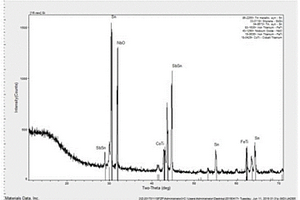
本发明公开了一种含有TiN和TiO2的锡基巴氏合金涂层的制备方法,S1、制备喷涂粉(1)配料:氧化钛TiO2粉5‑15%、金属TiN2粉5‑15%、锡基巴氏合金粉70‑90%;(2)混料:将氧化钛TiO2粉、金属TiN粉、锡基巴氏合金粉均加入到混料机内进行混料工作,使锡基巴氏合金粉与氧化钛TiO2和金属TiN2充分混合,混合时间为6‑8小时,得到喷涂粉,本发明通过在锡基巴氏合金粉中添加金属TiN粉和氧化钛TiO2粉两种粉,并通过混料机混料均匀,采用等利用离子喷涂设备在H62黄铜表面喷涂,提高锡基巴氏合金的表面硬度和耐磨性。
 777
0
777
0
为了改善粉末合金的硬度、耐磨性,设计了一种Fe‑Si金属间化合物多孔材料。采用电解铁粉和硅粉为原料,所制得的Fe‑Si金属间化合物多孔材料,其硬度、致密化程度、耐腐蚀性能都得到大幅提升。其中,粉末冶金法能够制备出性能优良的复合材料,金属间化合物多孔材料的孔结构丰富,在强酸及盐溶液中具有优异的耐腐蚀性能,可作为一种潜在的多孔过滤材料应用于相关领域。本发明能够为制备高性能的金属间化合物多孔材料提供一种新的生产工艺。
 1123
0
1123
0
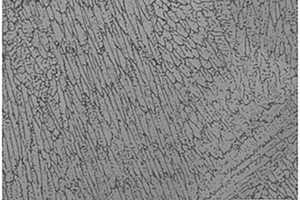
本发明涉及精密铸造和材料制备领域,具体涉及一种石墨活化陶瓷面层浆料的制备方法及其应用。采用的基体材料为白刚玉粉,添加的组份材料为氧化钴粉,粘结剂为硅溶胶,活性元素为石墨粉,混合并搅拌后用去离子水调整粘度,制成面层浆料。再将面层浆料均匀涂覆在蜡模上,自然干燥后,脱蜡,制成型壳。在高温下石墨与氧化钴粉发生置换反应,释放出高温型钴粒子,这种钴粒子为面心立方结构,与镍基体的相同,起到增加镍合金形核质点,促使晶粒大量生成的作用。使用本发明制造的面层具有较高的高温强度和良好化学适应性,应用于精密铸造行业,使用该陶瓷面层浇注的铸件晶粒度不但尺寸细小,而且分布均匀,所制造的铸件的力学性能获得提高。
一种适用于复合材料低能量冲击损伤的高效目视检出方法。该方法采用系列冲击试验得到脆‑韧双层漆膜的吸收冲击能量E吸收,再确定复合材料的冲击能量门槛值EBVID,对制备脆‑韧双层漆膜/复合材料进行冲击试验,以脆‑韧双层漆膜裂纹扩展形态图样确定E吸收,结合所加载的冲击能量计算出直接作用于复合材料的剩余冲击能量E剩余;对冲击损伤进行检测,当E剩余≥EBVID,则出现了目视几乎不可见冲击损伤。该方法通过建立E吸收‑漆膜裂纹扩展形态‑E剩余‑EBVID之间的对应关系,将冲击损伤有效放大,通过冲击后漆膜裂纹扩展形态等效评估复合材料制件的内部损伤程度,减少了因损伤导致后续使役过程的危害,并且避免了无损检测工作。
 853
0
853
0
本发明属于研究与试验发展成果应用领域,特别是涉及一种预埋吊件剪切强度试验装置及检测方法。包括钢板A、槽钢支腿、传力钢筋、基材混凝土、圆环角钢、预埋吊件、夹具、力传感器、钢板B、穿心千斤顶和钢板C;所述的钢板A为圆形钢板,钢板A、槽钢支腿与圆环角钢焊接为圆台型支撑架,钢板A为圆台型支撑架的顶部,圆台型支撑架设置于基材混凝土之上,基材混凝土放置在地面上,槽钢支腿与圆环角钢的夹角为45°‑60°;所述的钢板A的中心设置圆孔,圆孔与传力钢筋不接触;本发明解决了无地锚、无大型拉力设备的试验室不能完成预埋吊件剪切试验的问题。本发明设计简单,易于制造和使用,既可以节约试验时间又可以节约试验成本。
 798
0
798
0
一种叶片旋转实验台,该试验台包括两叶片风机平台、配电及控制系统;两叶片风机平台包括叶片、轮毂、变桨机构、主轴、齿轮减速机、同步带传动系统、扭矩传感器、推力传感器、导电滑环和拖动电机,本实验台根据实际风机的空气动力学特性,在不具备实际风场环境下的实验室也可以模拟出风机的实际工况,给双叶片风力发电机组的实验带来极大的方便;实验台叶片通过变桨机构与轮毂连接,变桨机构实现叶片0‑90度旋转,以达到不同工作特性的需要,给实验人员提供很大的方便。本发明根据不同的风速风向,可以模拟双叶片风力发电机组的运行,对叶片的性能包括功率,气动性能,机械性能进行研究。
 1232
0
1232
0
本发明专利涉及激光熔覆技术领域,具体涉及一种用于无氧化热处理炉炉辊的激光熔覆金属材料及制作方法。本发明提供一种无氧化热处理炉的激光熔覆材料,按照质量百分比如下组成:C:0.03%‑0.1%,Si:1.9%‑2.8%,Mn:0.3%‑0.8%,Cr:12%‑15.5%,W:2%‑4.5%,Mo:18.5%‑25%,Ni:10%‑15%,Fe:10.5%‑18.8%,Co余量。并将此材料应用到一种无氧化热处理炉的激光熔覆材料熔覆炉辊的制备工艺中。本发明材料具有较好的抗热震性,较好的耐磨性,较好的抗结瘤性为性能,良好的稳定性;本发明的工艺解决了炉辊的结瘤问题。
 1215
0
1215
0
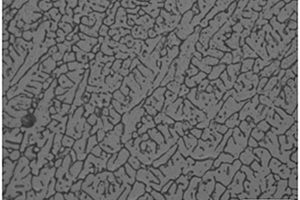
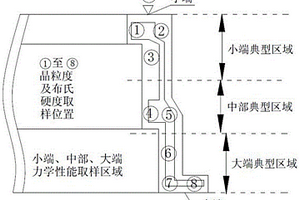
一种基于变形程度控制GH4169合金机匣锻件验收方法,属于锻件制造检测领域。该方法确定了适用于GH4169合金机匣的晶粒度和布氏硬度技术指标,确定了同一GH4169合金机匣锻件不同位置的晶粒度及波动差值控制指标,同一GH4169合金机匣锻件不同位置和同批次不同GH4169合金机匣锻件之间的布氏硬度波动性差值控制指标,对GH4169低压机匣锻件切取试样后验收。通过GH4169合金机匣零件的变形程度从而得到GH4169合金机匣锻件质量情况,并提供了GH4169合金机匣锻件的冶金质量验收指标,获得组织、力学性能及残余应力分布均匀的GH4169合金机匣锻件,满足零件加工过程中尺寸精度及变形程度要求。
 1033
0
1033
0
本发明公开了一种提高氩弧焊堆焊工艺性能参数的研究方法,包括如下步骤:S1、材料准备:试验设备:堆焊机、磨损实验机,其中,堆焊机采用IGBT模块钢筋对接焊机,型号为WS‑630,电流调节范围为0‑630A,选择焊接电流增量为5‑25A;磨损实验机的型号为M‑200;试验材料:焊条为RCoCr‑A焊条和SHQ605焊条;焊体:45号钢。本发明采用氩弧焊方法利用堆焊机对RCoCr‑A焊条和SHQ605焊条进行堆焊时,在一定氩气压力下优化焊接电流后的工艺参数,可使RCoCr‑A焊条耐磨性提高5倍,可使SHQ605焊条的耐磨性提高3.8倍以上,可通过设定氩气压力值和焊接电流值,提高堆焊层耐磨性和显微硬度。
 946
0
946
0
本分明涉及一种机床导轨的激光熔覆修复方法,属于机床再制造领域。步骤如下:1:对损伤导轨表面进行清洗;2:对损伤导轨表面进行失效形式分析、缺陷检测;3:对损伤导轨缺陷表面进行预处理,直至露出新材料为止;4:基于步骤1/2/3,优化工艺参数,对损伤导轨表面进行激光熔覆。5:对修复后的导轨进行后处理,进行热处理从而去除修复后导轨内部热应力,根据技术指标要求对修复后导轨进行二次加工。6:质量检测,基于无损检测技术验证损伤导轨整体修复过程是否达到使用性能要求。提高机床损伤导轨再制造修复质量,修复效率高,修复面结合强度好,能实现性能更优异的导轨表面涂层制备;工艺简单,自动化程度高,降低损伤导轨再制造成本。
 1279
0
1279
0
本发明公开了一种气压压强和电流对堆焊工艺参数影响的研究方法,在堆焊前去除待焊工件表面的油、锈等污物,母材焊前进行预热;S3、堆焊方法:采用氩弧堆焊,利用WSE‑350交直流脉冲氩弧焊机将SHQ605堆焊在20CrMnTi钢上,以氩气为保护气体进行焊接,保护气体的流量为20L/min,氩气压强的范围为:8MPa‑‑12MPa,焊接时,焊接电流为30A‑110A,焊接电流增量5A,本发明通过采用氩弧焊方法将SHQ605焊条堆焊在20CrMnTi钢上,对样件在显微硬度仪上打硬度,测取硬度值,通过改变不同电流和氩气压力,在一定氩气压力和一定的焊接电流下可优化耐磨性,可使耐磨性提高3.2倍。
 1377
0
1377
0
一种圆型陶瓷浇口杯机轮成型的制备方法,其目的是为了满足当前铸造业机械化生产对浇口杯强度和耐火度的要求,主要解决现有技术效率低、成本高和产品的品质不够高的技术问题。该方法是将高铝类、粘土类原料、分散剂和水按照一定比例混合,通过球磨、压滤,采用机轮成型制备陶瓷浇口杯。上述原料采用煤矸石和球土。上述分散剂采用柠檬酸铵、偏硅酸钠中的任何一种或两种。由于采用高品质、低成本的煤矸石和高塑性、高耐火度球土,既保持了耐火材料的高耐火度,又具有较高的强度。所采用的机轮成型,其坯体气孔率小,机械强度大,变形减少,效率高。本发明所制备的浇口杯表面光滑、不掉渣,抗热震性好,耐火度可达到1650-1790℃,强度大于20Mpa,品质高于传统方法制备的浇口杯。
 717
0
717
0
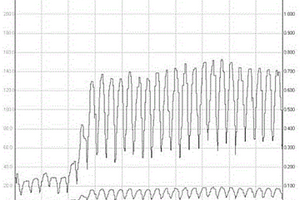
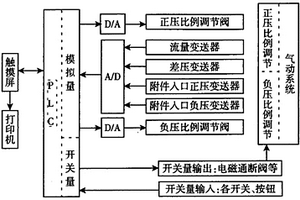
一种飞机气动元件综合测试系统,将PLC、比例调节阀和触摸屏技术融合在一起,实现了机、电、气的传动、控制和测试一体化,采用PLC控制的气动附件综合测试系统既能产生连续可调的压力,又能保证输出压力和流量的稳定,具有良好的控制性能及实用性,提高了测试的自动化程度,简化工作程序,提高工作效率,改善系统的可靠性。该测试系统设计合理,具有良好的动态品质和稳定性能,满足了气动系统高精度控制要求,达到了对气动比例调压阀出口压力进行比例控制的目的。
本发明涉及微米尺度材料领域,具体地说是一种牌号为HR‑1的微米尺度不锈钢膜片及其软态性能调控方法,解决由于尺寸效应所带来的微米尺度不锈钢膜片软态性能难以稳定控制的问题。首先,控制最后一道次轧制变形量为30~60%,使膜片合金带材具有较高形变储能,利于后期的再结晶形核;其次,在1080~1130℃进行保温时间10~40min的退火处理,促使晶粒均匀长大,在消除加工硬化的同时,控制膜片厚度/平均晶粒尺寸之比在2~5之间,有效降低尺寸效应所带来的强度增加,进一步保证获得软态膜片性能。本发明牌号为HR‑1的微米尺度不锈钢膜片,具有近镜面光亮表面,厚度45~55μm,屈服强度300~360MPa,抗拉强度600~680MPa,室温延伸率不低于28%。
 1138
0
1138
0
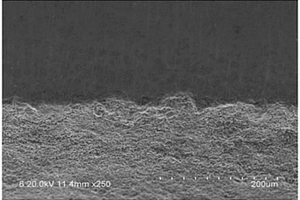
一种苯丙纯丙成膜纳米水性涂料,以苯丙和纯丙混合乳液(苯丙:纯丙=2:1)作为成膜物质、醇酯‑12为成膜助剂,配制了性能优异的水性涂料,确定了水性涂料的配方和制备工艺过程。对水性纳米涂料的研制做了初步探索,将预分散的纳米粒子浆料在配漆阶段加入到普通的水性涂料中分散,添加各种涂料助剂,用共混法制备了水性纳米涂料,确定了水性纳米涂料的配方和制备工艺。用场发射扫描电子显微镜(FESEM)和扫描电子显微镜((SEM)观察了两类涂料的表面形貌,通过对比分析表明:采用共混法制备的水性纳米涂料涂层细致、均匀,获得了含有均匀分布纳米晶粒的涂层。使得水性纳米涂料的贮存稳定性和耐沾污性能得到明显的改善。
 1222
0
1222
0
本发明属于精密铸造技术领域,具体涉及一种降低铸造高温合金试棒中显微疏松的方法。本发明方法是通过加大试棒浇注过程中钢水的补缩通道,改进试棒的浇注温度及散热方式,降低试棒表面凝固过快,增加浇注系统的补缩效果,实现试棒检测部位补缩通道畅通,将试棒中部的显微疏松缺陷完全引入到浇注系统中,并利用过滤系统降低合金液中夹杂物过多引起的显微疏松。
 967
0
967
0
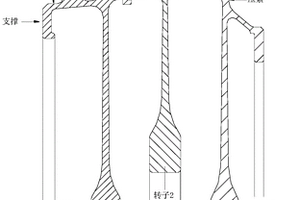
一种转子类零件的电子束焊接变形精密控制方法,属于转子类零件电子束焊接技术领域,包括以下步骤:步骤1:电子束焊接结构设计;步骤2:电子束焊接参数的确定;步骤3:电子束焊接工装设计;步骤4:零件焊前材料状态调整;步骤5:零件焊接收缩量的确定;步骤6:转子类零件的电子束焊接。本技术针对转子类零件的结构特点,从提高零件刚性、刚性固定、减少残余应力、提高残余应力分布的均匀性等方面着手,采取相应的工艺措施,实现电子束焊接焊接变形精密控制,相对现有工艺,采用本技术的零件连接质量高、成本低、工艺适应性广、变形控制效果好。
 1220
0
1220
0
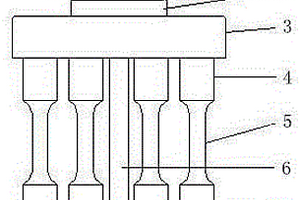
一种钛合金薄支板头类复杂构件的质量提升方法,属于钛合金复杂构件制备领域。该方法为:按照复杂构件的材料要求准备钛合金粉末,粉末粒度≤300μm;将混合后粉末装入包套中,真空加热脱气预处理,脱气过程中,真空度≥10‑2Pa,真空脱气温度为500℃~700℃,再于850℃~980℃,施加压力≥120MPa,保持2h~4h,进行粉末特种工艺成形,对得到一次整体近净成形的钛合金薄支板头类复杂构件进行真空退火热处理,取样,检测,对构件内部质量控制。该方法能实现钛合金复杂结构件的一次整体近净成形,研制出尺寸一致性好、组织均匀、内部无缺陷、具有锻件性能水平的薄支板头复杂结构构件,提升构件的整体质量的一致性,具有简化生产流程,提高生产效率的优点。
 864
0
864
0
本发明公开了一种新型医用口腔耐蚀抗菌钛合金的制造方法,包括以下步骤:步骤1、钛合金成分设计;1.1、耐腐蚀性原则;由于口腔中腐蚀成分复杂多变,必须优先考虑专利钛合金的耐腐蚀性问题;钛基体本身耐腐蚀主要表现在耐氧化性酸和碱的腐蚀,耐还原性酸不理想;锆本身耐还原性酸效果优异,钛中加入较大量(>10%)的锆可以使钛合金耐腐蚀性能更全面,更完整;本发明在特点是钛合金强度高,无铝和钒元素,填加较大比例的改善钛合金耐腐蚀性的锆和微量抗菌元素银,改善了钛合金力学性能、耐腐蚀性能和抗菌性能,变成含微量银的Ti‑Zr‑Ag系新型钛合金,大幅度提高了钛合金力学性能、耐腐蚀性能和抗菌性,改善了钛合金材料的冷热加工性能。
 1023
0
1023
0
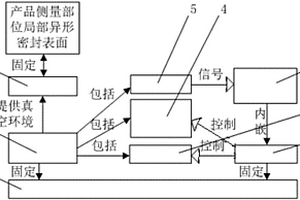
一种产品局部异型表面气密性检测系统,包括联接腔、真空系统、电控系统、控制决策运算系统及本体结构;所述联接腔与被测物体相贴合,工作时,封闭容腔被抽成真空;所述真空系统制造真空环境并测量真空环境的真空度及真空度变化的趋势、变化速度等;所述电控系统控制真空系统中的真空泵组、电控真空阀门等实现气密性检测流程;所述控制决策运算系统将获得真空系统中真空计信号及信号与时间的关系进行数据处理,判断产品检测部位密封性及产品密封部位泄漏状况与分析造成泄漏的原由,其程序内嵌于电控系统;所述本体结构构成气密性检测系统物理结构框架。本发明适合具有一定体积牢固腔体产品的各种局部表面气密性检验的实际工况。
 1015
0
1015
0
本发明公开了一种堆焊工艺性能参数影响因素的研究方法,S1、材料准备:试验设备:氩弧焊机,采用烽火WSE‑350交直流脉冲氩弧焊机,最小焊接电流为10A,最大焊接电流为350A,脉冲电流、脉冲基值时间、气体滞后关断时间均采用无级调节;试验材料:焊条为2Cr13焊条和D502焊条;焊体:38 CrMoAl氮化钢;润滑条件:5W‑20#机油,本发明在采用2Cr13焊条进行堆焊时,在一定氩气压力下优化焊接电流后的工艺参数,可使其耐磨性提高3.8倍以上,采用2Cr13焊条进行堆焊时,在一定氩气压力下优化焊接电流后的工艺参数,可使耐磨性提高1.7倍以上,可通过设定氩气压力值和焊接电流值,增加耐磨性。
 1125
0
1125
0
本发明涉及冶金制造领域,具体为一种钛铝合金近净成形复杂结构件验收取样方法。本发明通过热等静压近净成形技术,获得一种钛铝合金近净成形复杂结构件。通过建立毛坯验收取样方法和指标体系,获得一种密度高、成分均匀、综合机械性能优异的构件,尺寸精度和表面粗糙度可以达到精密铸造零件水平。采用本发明可以建立钛铝合金近净成形复杂结构件质量评价标准,不仅能够提升先进航空发动机相关零件减重或性能提升的制造技术,同时带动其它技术产业的发展,在国内形成高端制造技术产业链,打破国外对我国在该领域的封锁,对国内重点型号研制及发展,促进我国航空事业及国防建设具有重大和深远的意义。
本发明提供了一种低温环境下使用的BT5-1钛合金环材的制备方法,包括以下步骤:一、熔炼BT5-1钛锭,将BT5-1钛锭扒皮取样进行化学分析,检测主成分与杂质成分;二、将BT5-1钛合金铸锭进行开坯锻造,得到棒坯;三、将BT5-1棒坯根据环材具体尺寸进行锯切下料,然后将BT5-1棒坯先进行三墩三拔锻造,再打磨氧化皮以及裂纹。四、将打磨后的BT5-1棒坯进行一次墩拔后再用马杠锻造成环材;五、将锻造后的BT5-1环材进行去应力退火处理;六、随机选取试样做机械性能分析;七、机械加工,出成品;采用本发明制备的BT5-1钛合金环材低温机械性能和室温机械性能均优异,适于大规模工业化生产。
中冶有色为您提供最新的辽宁沈阳有色金属分析检测技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日  2025年07月11日 ~ 13日
2025年07月11日 ~ 13日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月17日 ~ 19日
2025年07月17日 ~ 19日 
")








































































