1.本发明涉及涂层技术领域,尤其涉及一种高熵金属氧化物涂层及其制备方法与应用。
背景技术:
2.高熵材料是由多种主元按照等摩尔比或近等摩尔比组成的一类新型材料,在具备传统合金机械性能的同时拥有传统合金不具备的特性。高熵金属氧化物是基于高熵合金概念发展出的新型陶瓷材料,具有良好的机械性能,且选用合适的金属元素作为主元能够使高熵金属氧化物具有优良的电催化特性,因此是极具潜力的
锂电池负极和电解水阳极候选材料。
3.目前制备具有电催化活性的高熵金属氧化物的常见方法是固相烧结法。该方法首先使用球磨机将含金属主元的金属氧化物粉末混合,再经过高温的热处理和烧结步骤,才能得到高熵金属氧化物块体。为了获得最终的活性电极涂层,还需要先将上述块体进行破碎处理以得到用于成膜的粉体材料,而后基于含粘结剂的涂覆工艺在
集流体上获得最终电催化涂层。因此利用固相烧结法制备电催化薄层存在以下问题:其一,利用球磨机得到的预制粉末为原料,将金属主元的混合均匀度限制在了颗粒尺寸范围,影响了高熵金属氧化物相组成质量;其二,为了获得高熵金属氧化物相,现有制备技术都需要采用“炉式”加热后处理,其有限的升温、降温速率有可能引起元素偏析,破例相组成纯度;其三,基于常规工艺,需要将高温烧结获得的高熵金属氧化物块体研磨成粉体材料,该流程不便于获得可控的电极涂层微观结构;其四,粘结剂的使用阻碍了“
电解液-涂层-集流体”间的离子、电子转移和扩散,从而降低电极涂层的电催化活性。由此可见,传统制备技术不利于获得高性能高熵金属氧化物电极涂层。
4.等离子喷涂技术是采用由直流电驱动的等离子电弧作为热源,将陶瓷、合金、金属等材料加热到熔融或半熔融状态,并以高速喷向经过预处理的工件表面而形成附着牢固的表面层的方法。采用液料等离子喷涂技术研发一种制备高性能高熵金属氧化物电极涂层的新工艺就十分有意义。
技术实现要素:
5.为此,本发明所要解决的技术问题在于克服现有技术中高熵金属氧化物时存在的金属元素混合均匀度有限、金属元素潜在偏析、微观结构不可控、额为引入粘结剂等问题。
6.为解决上述技术问题,本发明提供了一种高熵金属氧化物涂层及其制备方法与应用。本发明利用液料等离子喷涂技术,借助原子级混合的多元金属盐溶液喂料,实现原子级混合的高熵金属氧化物合成和沉积,并获得可控的微观结构。
7.本发明的第一个目的是提供一种高熵金属氧化物涂层的制备方法,
8.s1、配置金属盐溶液,所述金属盐溶液至少包括四种主元金属;
9.s2、将基体预热至300-500℃,采用等离子喷涂技术通过喷枪使s1步骤所述金属盐
溶液氧化并沉积在基体表面,得到所述高熵金属氧化物涂层;所述金属盐溶液中各金属盐的浓度为0.1-0.4mol/l;所述金属盐溶液的供料流量5-50ml/min;所述喷枪的功率为28-40kw,电流为790-850a,电压为38-44v,喷涂距离为50-200mm,焰心温度为10000-15000k,移动速度为100-1000mm/s;喷涂循环次数为2-50次。
10.在本发明的一个实施例中,在s1步骤中,所述主元金属为
镍、
钴、
铜、
锌和镁中的四种或四种以上。
11.在本发明的一个实施例中,在s2步骤中,所述基体的材料为
氧化铝、不锈钢或镍基合金;所述基体的表面经过喷砂处理,所述基体的厚度为2-50mm。
12.在本发明的一个实施例中,在s2步骤中,所述焰心的升温速率为5
×
10
7-6
×
107k/s。
13.在本发明的一个实施例中,在s2步骤中,喷涂过程中保持基体的温度为100-300℃。
14.在本发明的一个实施例中,在s2步骤中,所述等离子喷涂技术中主气气压为0.5-0.7mpa,主气流量为38-70l/min,辅气气压为0-0.5mpa,辅气流量为0-45l/min。
15.在本发明的一个实施例中,所述喷涂技术用的气体为氦气、氩气、氮气和氢气中的一种或多种。
16.本发明的第二个目的是提供一种高熵金属氧化物涂层。
17.在本发明的一个实施例中,所述高熵金属氧化物涂层的厚度为5-50μm。
18.本发明的第三个目的是提供一种高熵金属氧化物涂层在电催化领域中的应用。
19.本发明的技术方案相比现有技术具有以下优点:
20.(1)本发明所述的高熵金属氧化物涂层利用液料等离子喷涂技术,借助原子级混合的多元金属盐溶液喂料、热等离子体的高温(焰心温度高达10000-15000k)和极冷极热(液相喂料进入和离开等离子火焰在基体上进行沉积时升温降温速率可达5
×
10
7-6
×
107k/s,促进金属元素的锚定)的特点,将高熵金属氧化物涂层的合成与沉积集成于一步,并将金属主元的混合均匀度提升至原子级,且所获得的电解涂层无需粘结剂。
21.(2)本发明所述的高熵金属氧化物涂层通过液料等离子喷涂技术,将多种金属盐溶液作为液料,实现多金属主元在高熵金属氧化物涂层中的原子级混合。该液料等离子喷涂技术,可将高熵金属氧化物涂层直接沉积于金属集流体上,而无需热处理、粉体破碎、粘结剂添加等后续处理。因此,与传统固相烧结等多种方法相比,本发明可实现原子级混合高熵金属氧化物涂层沉积,并获得可控的微纳分级结构,有效提升电极涂层的活性。
22.(3)本发明所述的高熵金属氧化物涂层含四种及以上主元金属,通过液料等离子喷涂技术将含有一定摩尔数金属原子的多种金属盐溶于去离子水中使金属元素达到原子尺度混合。借助液料等离子喷涂技术直接在基体上进行涂层的沉积,并最终获得无需后处理、无需粘结剂的高熵金属氧化物电极涂层。
23.(4)本发明所述的高熵金属氧化物涂层,不仅可以简化制备流程,而且可以提升电极涂层稳定性,可更好地实现面向实际工程应用的高熵金属氧化物电极涂层制备。
附图说明
24.为了使本发明的内容更容易被清楚地理解,下面根据本发明的具体实施例并结合
附图,对本发明作进一步详细的说明,其中:
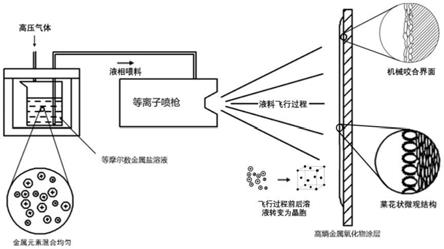
25.图1为本发明等离子喷涂过程示意图。
26.图2为本发明制备高熵金属氧化物涂层的流程图。
27.图3为本发明实施例1制备的高熵金属氧化物涂层的表面微观结构sem图像;其中,(a)为尺度15.7mm表面500倍放大图像,(b)为尺度18.1mm表面5000倍放大图像。
28.图4为本发明实施例1制备的高熵金属氧化物涂层的拉曼谱图。
29.图5为本发明实施例1制备的高熵金属氧化物涂层制备的锂电池电极循环寿命测试图;其中,(a)为充电循环次数与充电放电比容量关系,(b)为比容量与电压的充电放电曲线图。
具体实施方式
30.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
31.实施例1
32.参照图1-2所示,一种高熵金属氧化物涂层及其制备方法,将预制的等摩尔金属溶液作为液相供料,液相供料进入等离子火焰后经过飞行过程快速升温,并沉积在基体上,在离开等离子火焰后快速降温,并经历由液滴转化为晶胞的合成过程,形成具有表面微观结构并与基体形成机械咬合边界的高熵金属氧化物涂层,具体步骤如下:
33.(1)预制金属盐溶液:将镍、钴、铜、锌、镁五种金属元素作为主元,将这五种主元金属相应的硝酸盐,等摩尔数溶解在去离子水中,每种金属元素的浓度控制在0.2mol/l。
34.(2)基体:基体采用表面喷砂处理的不锈钢基体,厚度设定为2mm,利用喷枪预热基体至400℃。
35.(3)喷涂技术:设定喷涂工艺参数,采用等离子喷涂技术通过喷枪使金属盐溶液氧化并沉积在基体表面,得到所述高熵金属氧化物涂层;通过结合机械臂控制等离子喷枪的移动,将机械臂移动速度设定为400mm/s,喷涂距离设定为100mm,焰心的升温速率为5
×
107k/s,焰心温度为12000k,喷涂循环次数为32次。液料流量设定为30ml/min;喷枪功率设定为32kw,其中电流设定为800a,电压设定为40v,主气气压0.7mpa,主气流量设定为38l/min,辅气气压0.4mpa,辅气流量设定为38l/min;喷涂技术用的气体为氦气、氩气;喷涂过程中通过冷却使基体温度维持在200℃;设定高熵金属氧化物涂层厚度为42μm,表面微观形貌呈现为颗粒团聚的菜花状结构,尺寸为30μm,直接观察涂层表面为哑光色。
36.实施例2
37.一种高熵金属氧化物涂层及其制备方法,具体步骤如下:
38.(1)预制金属盐溶液:将镍、钴、铜、锌、镁五种金属元素作为主元,将这五种主元金属相应的硝酸盐,等摩尔数溶解在去离子水中,每种金属元素的浓度控制在0.2mol/l。
39.(2)基体:基体采用表面喷砂处理的不锈钢基体,厚度设定为2mm,利用喷枪预热基体至400℃。
40.(3)喷涂技术:设定喷涂工艺参数,采用等离子喷涂技术通过喷枪使金属盐溶液氧化并沉积在基体表面,得到所述高熵金属氧化物涂层;通过结合机械臂控制等离子喷枪的移动,将机械臂移动速度设定为400mm/s,喷涂距离设定为100mm,焰心的升温速率为5.7
×
107k/s,焰心温度为12800k,喷涂循环次数为32次。液料流量设定为30ml/min;喷枪功率设定为34kw,其中电流设定为810a,电压设定为42v,主气气压0.7mpa,主气流量设定为38l/min,辅气气压0.4mpa,辅气流量设定为38l/min;喷涂技术用的气体为氦气、氩气;喷涂过程中通过冷却使基体温度维持在200℃;设定高熵金属氧化物涂层厚度为42μm,表面微观形貌呈现为颗粒团聚的菜花状结构,尺寸为25μm。
41.实施例3
42.一种高熵金属氧化物涂层及其制备方法,具体步骤如下:
43.(1)预制金属盐溶液:将镍、钴、铜、锌、镁五种金属元素作为主元,将这五种主元金属相应的硝酸盐,等摩尔数溶解在去离子水中,每种金属元素的浓度控制在0.2mol/l。
44.(2)基体:基体采用表面喷砂处理的不锈钢基体,厚度设定为2mm,利用喷枪预热基体至400℃。
45.(3)喷涂技术:设定喷涂工艺参数,采用等离子喷涂技术通过喷枪使金属盐溶液氧化并沉积在基体表面,得到所述高熵金属氧化物涂层;通过结合机械臂控制等离子喷枪的移动,将机械臂移动速度设定为400mm/s,喷涂距离设定为100mm,焰心的升温速率为5
×
107k/s,焰心温度为13500k,喷涂循环次数为32次。液料流量设定为30ml/min;喷枪功率设定为36kw,其中电流设定为840a,电压设定为43v,主气气压0.7mpa,主气流量设定为39l/min,辅气气压0.4mpa,辅气流量设定为39l/min;喷涂技术用的气体为氦气、氩气;喷涂过程中通过冷却使基体温度维持在200℃;设定高熵金属氧化物涂层厚度为42μm,表面微观形貌呈现为颗粒团聚的菜花状结构,尺寸为18μm。
46.实施例4
47.一种高熵金属氧化物涂层及其制备方法,具体步骤如下:
48.(1)预制金属盐溶液:将镍、钴、铜、锌、镁五种金属元素作为主元,将这五种主元金属相应的硝酸盐,等摩尔数溶解在去离子水中,每种金属元素的浓度控制在0.2mol/l。
49.(2)基体:基体采用表面喷砂处理的不锈钢基体,厚度设定为2mm,利用喷枪预热基体至400℃。
50.(3)喷涂技术:设定喷涂工艺参数,采用等离子喷涂技术通过喷枪使金属盐溶液氧化并沉积在基体表面,得到所述高熵金属氧化物涂层;通过结合机械臂控制等离子喷枪的移动,将机械臂移动速度设定为400mm/s,喷涂距离设定为120mm,焰心的升温速率为5
×
107k/s,焰心温度为12000k,喷涂循环次数为32次。液料流量设定为30ml/min;喷枪功率设定为32kw,其中电流设定为800a,电压设定为40v,主气气压0.7mpa,主气流量设定为38l/min,辅气气压0.4mpa,辅气流量设定为38l/min;喷涂技术用的气体为氦气、氩气;喷涂过程中通过冷却使基体温度维持在200℃;设定高熵金属氧化物涂层厚度为41μm,表面微观形貌呈现为颗粒团聚的菜花状结构,尺寸为33μm,直接观察涂层表面为哑光色。
51.实施例5
52.一种高熵金属氧化物涂层及其制备方法,具体步骤如下:
53.(1)预制金属盐溶液:将镍、钴、铜、锌、镁五种金属元素作为主元,将这五种主元金属相应的硝酸盐,等摩尔数溶解在去离子水中,每种金属元素的浓度控制在0.2mol/l。
54.(2)基体:基体采用表面喷砂处理的不锈钢基体,厚度设定为2mm,利用喷枪预热基体至400℃。
55.(3)喷涂技术:设定喷涂工艺参数,采用等离子喷涂技术通过喷枪使金属盐溶液氧化并沉积在基体表面,得到所述高熵金属氧化物涂层;通过结合机械臂控制等离子喷枪的移动,将机械臂移动速度设定为400mm/s,喷涂距离设定为140mm,焰心的升温速率为5
×
107k/s,焰心温度为12000k,喷涂循环次数为32次。液料流量设定为30ml/min;喷枪功率设定为32kw,其中电流设定为800a,电压设定为40v,主气气压0.7mpa,主气流量设定为38l/min,辅气气压0.4mpa,辅气流量设定为38l/min;喷涂技术用的气体为氦气、氩气;喷涂过程中通过冷却使基体温度维持在200℃;设定高熵金属氧化物涂层厚度为41μm,表面微观形貌呈现为颗粒团聚的菜花状结构,尺寸为35μm,直接观察涂层表面为哑光色。
56.对比例1
57.(1)预制金属盐溶液:将镍、钴、铜、锌、镁五种金属元素作为主元,将这五种主元金属相应的硝酸盐,等摩尔数溶解在去离子水中,每种金属元素的浓度控制在0.2mol/l。
58.(2)基体:基体采用表面喷砂处理的氧化铝基体,厚度设定为2mm,利用喷枪预热基体至400℃。
59.(3)喷涂技术:设定喷涂工艺参数,采用等离子喷涂技术通过喷枪使金属盐溶液氧化并沉积在基体表面,得到所述高熵金属氧化物涂层;通过结合机械臂控制等离子喷枪的移动,将机械臂移动速度设定为400mm/s,将喷涂距离设定为50mm,焰心的升温速率为5
×
107k/s,焰芯温度17000k,喷涂循环次数为32次。液料流量设定为30ml/min;喷枪功率设定为32kw,其中电流设定为800a,电压设定为40v,主气气压0.7mpa,主气流量设定为55l/min,辅气气压0.4mpa,辅气流量设定为25l/min;对比沉积温度对表面形貌的影响。设定高熵金属氧化物涂层厚度为54μm,表面菜花状微观结构不明显,直接观察涂层表面可见边缘表面出现龟裂,中央表面光滑,未呈现实施例1中的哑光色表面,故表面形貌遭到较严重破坏。
60.测试例1
61.对实施例1制备的高熵金属氧化物涂层进行表征,获得表面微观形貌sem图像,如图3所示,图a为尺度15.7mm表面500倍放大图像,图b为尺度18.1mm表面5000倍放大图像。放大显微镜下涂层表面微观结构呈现为大量30μm的颗粒团聚结构形成的菜花状微观结构,涂层表面拥有充分的比面积,从而获得更多参与反应的表面,有利于电催化反应时反应介质的充分接触,能够有效提升电极涂层的活性。
62.对比实施例1-3中的数据可得,在适当范围内提升喷枪的喷涂功率,得到的涂层的表面菜花状微观结构尺寸更小,表面会更加致密。对比实施例1、4、5中的数据可得,随着喷涂距离的增加,涂层表面的微观结构拥有更大的尺寸,更加疏松。而由对比例1中的数据可知,当喷涂过程中采用的焰芯温度过高和涂层较厚,涂层表面的微观结构则会受到较为严重的破坏。
63.测试例2
64.对实施例1制备的高熵金属氧化物涂层进行原子光谱测试,测定涂层局部区域的金属原子数百分比,从而确定金属元素的混合均匀度。表1所示为实施例1中高熵金属氧化物涂层中测试区域各元素的质量百分比与原子数百分比。
65.表1
66.元素质量百分比原子数百分比c2.919.07
o15.2635.76mg5.889.07co16.8510.72ni17.2911.04cu21.8812.81zn19.9311.43
67.如表1所示,经能谱原子百分率确定,其镍、钴、铜、锌、镁元素原子百分率各为9.07%,10.72%,11.04%,12.91%,11.43%,基本符合等摩尔比的要求且分布均匀。涂层中各类金属原子高度均匀混合,有利于提高高熵金属氧化物相组成质量。
68.测试例3
69.对实施例1制备的高熵金属氧化物涂层进行曼光谱测试,结果如图4所示,光谱中d峰代表晶格缺陷,通过液相等离子喷涂技术获得的涂层d峰峰值可达到9000,及涂层含有大量缺陷结构。涂层结构中的缺陷特征符合制备电极涂层的需求,该涂层具备作为电催化及电极材料的基本特征。
70.测试例4
71.对实施例1中的高熵金属氧化物涂层进行锂电池电极循环寿命测试,结果如图5所示,其中图a为比容量随充电放电循环次数变化图像,图b为比容量充电放电电压变化曲线。可见使用实施例1中的高熵金属氧化物涂层制备的锂电池电极在循环寿命周期内比容量稳定在450mah/g,远高于常规锂电池的170mah/g,且放电过程中电压变化稳定。表明高熵金属氧化物涂层具备电催化电极所需要的性能且足够优异。
72.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。技术特征:
1.一种高熵金属氧化物涂层的制备方法,其特征在于,包括以下步骤,s1、配置金属盐溶液,所述金属盐溶液至少包括四种主元金属;s2、将基体预热至300-500℃,采用等离子喷涂技术通过喷枪使s1步骤所述金属盐溶液氧化并沉积在基体表面,得到所述高熵金属氧化物涂层;所述金属盐溶液中各金属盐的浓度为0.1-0.4mol/l;所述金属盐溶液的供料流量5-50ml/min;所述喷枪的功率为28-40kw,电流为790-850a,电压为38-44v,喷涂距离为50-200mm,焰心温度为10000-15000k,移动速度为100-1000mm/s;喷涂循环次数为2-50次。2.根据权利要求1所述的高熵金属氧化物涂层的制备方法,其特征在于,在s1步骤中,所述主元金属为镍、钴、铜、锌和镁中的四种或四种以上。3.根据权利要求1所述的高熵金属氧化物涂层的制备方法,其特征在于,在s2步骤中,所述基体的材料为氧化铝、不锈钢或镍基合金;所述基体的表面经过喷砂处理,所述基体的厚度为2-50mm。4.根据权利要求1所述的高熵金属氧化物涂层的制备方法,其特征在于,在s2步骤中,所述焰心的升温速率为5
×
10
7-6
×
107k/s。5.根据权利要求1所述的高熵金属氧化物涂层的制备方法,其特征在于,在s2步骤中,喷涂过程中保持基体的温度为100-300℃。6.根据权利要求1所述的高熵金属氧化物涂层的制备方法,其特征在于,在s2步骤中,所述等离子喷涂技术中主气气压为0.5-0.7mpa,主气流量为38-70l/min,辅气气压为0-0.5mpa,辅气流量为0-45l/min。7.根据权利要求6所述的高熵金属氧化物涂层的制备方法,其特征在于,所述喷涂技术用的气体为氦气、氩气、氮气和氢气中的一种或多种。8.权利要求1-7任一项所述的制备方法得到的高熵金属氧化物涂层。9.根据权利要求8所述的高熵金属氧化物涂层,其特征在于,所述高熵金属氧化物涂层的厚度为5-50μm。10.权利要求8-9任一项所述的高熵金属氧化物涂层在电催化领域中的应用。
技术总结
本发明涉及一种高熵金属氧化物涂层及其制备方法与应用,涉及涂层技术领域。本发明首先配置金属盐溶液,将基体预热至300-500℃,采用等离子喷涂技术通过喷枪使所述金属盐溶液氧化并沉积在基体表面,得到所述高熵金属氧化物涂层;所述金属盐溶液中各金属盐的浓度为0.1-0.4mol/L;所述金属盐溶液的供料流量5-50mL/min;所述喷枪的功率为28-40kW,电流为790-850A,电压为38-44V,喷涂距离为50-200mm,焰心温度为10000-15000K,移动速度为100-1000mm/s;喷涂循环次数为2-50次。本发明所述的高熵金属氧化物涂层,不仅可以简化制备流程,而且可以提升电极涂层稳定性,可更好地实现面向实际工程应用的高熵金属氧化物电极涂层制备。层制备。层制备。
技术研发人员:俞泽新 许振宁 王博通 桂珑恩 刘妹妹 赵栋
受保护的技术使用者:苏州大学
技术研发日:2021.12.21
技术公布日:2022/4/29
声明:
“高熵金属氧化物涂层及其制备方法与应用” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 931
编辑:北方有色网
来源:苏州大学
931
编辑:北方有色网
来源:苏州大学



 咨询细节
咨询细节









































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 















