全部
▼
 1661
编辑:
来源:国网新源控股有限公司抽水蓄能经济研究院
1661
编辑:
来源:国网新源控股有限公司抽水蓄能经济研究院
权利要求书:
1.一种基于红外热像仪的焊接预热温度与层间温度监测装置,其特征在于带有无线传输数据功能的红外热像仪(1)固定于竖直平面角度调整装置(9)上,进而实现红外热像仪(1)平面角度的调整;活动卡具(10)与竖直平面角度调整装置(9)通过转动销相连,同时活动卡具(10)通过转动销与第一支臂(2)相连,进而可以实现活动卡具(10)的小范围的平面调节;第一支臂(2)通过转动销轴与第二支臂(3)相连,进而实现第一支臂(2)的上下移动;第二支臂(3)与第三支臂(4)通过转动销轴相连,进而实现第二支臂(3)的上下移动;第三支臂(4)与水平平面角度调整装置(12)相连,进而实现第三支臂(4)的固定与平面角度调整旋转;水平平面角度调整装置(12)与支撑杆(5)相连,支撑杆(5)固定在底板(7)上;通过上述结构进而实现红外热像仪(1)测量区域的调整。
2.根据权利要求1所述的一种基于红外热像仪的焊接预热温度与层间温度监测装置,其特征在于固定轴(6)与限位环(11)固定在底板(7)上,滚动齿轮(8)固定在固定轴(6)上。说明书: 一种基于红外热像仪的焊接预热温度与层间温度监测装置技术领域[0001] 本实用新型涉及一种焊接预热温度与层间温度的监测方法与装置,尤其适用于冷裂纹倾向较大的高强钢、以及表面存在曲率的构件在焊接过程中非接触、可视化、实时的焊接预热与层间温度监测。背景技术[0002] 对于低合金高强钢,当材料壁厚超过一定厚度或屈服强度超过600MPa时,由于材料自身特性,材料的冷裂纹倾向较大,冷裂纹的产生会对焊接件的结构安全造成影响。为了避免产生冷裂纹,一般在焊前对坡口两侧各75?100mm的范围内进行预热,同时控制焊接层间温度,防止因焊接接头冷却速度过快进而产生冷裂纹。[0003] 目前,焊接预热温度与层间温度的测量方法主要为接触式的热电偶测温法与非接触式的红外测温法两种。在高强钢的焊接过程中,由于高强钢表面禁止钻孔,无法采用钻孔后埋入热电偶的方式进行测温,仅能使用表面接触式热电偶进行测量,同时在测量表面存在曲率的构件时,即使采用磁吸式热电偶,表面贴合效果也较差,导致测温效果不佳。大型构件焊前预热时,由于预热范围较大,部分区域温度可能不满足焊接工艺要求。采用热电偶测温法进行温度监测的过程中,需要布置大量热电偶,且位于焊道的热电偶,需要在焊接前进行拆除,影响焊接人员操作效率。而红外测温法通过材料的辐射能量来表征材料的能量状态,不受表面曲率的影响,但传统的红外测温枪仅能对点状区域的温度进行,而使用红外热像仪可以对大范围的焊接区域进行实时、可视化的温度监测,从而及时发现温度异常区域。因此,提供一种可以大范围、可视化、实时的焊接温度在线监测装置对于高强钢实施精细化焊接质量保证具有重要的工程价值。
实用新型内容
[0004] 本实用新型提出了一种适用于焊前预热与层间温度的可视化、实时在线监测系统,旨在解决目前大型高强钢构件在焊接预热与层间温度监测过程中无法进行大范围、可视化的实时温度监测难题。[0005] 为了解决上述技术问题,本实用新型提供如下技术方案:一种基于红外热像仪的焊接预热温度与层间温度监测装置,由测温模块、机械模块、运动模块与柔性轨道模块组成。其中测温模块由内嵌无线传输装置与运动轨迹记录装置的红外热像仪组成,可以将所测量数据无限传输至计算机,通过专用软件可以处理红外热像仪所拍摄视场的温度结果,对特定区域以及大范围的焊接过程进行温度监测。[0006] 机械模块由活动卡具、多轴支架、平面角度调节装置以及支架固定装置组成,红外热像仪通过平面角度调节装置、活动卡具与多轴支架相连,进而调整红外热像仪的测量区域。运动模块由固定在机械模块的限位环、固定轴与滚动齿轮组成。[0007] 柔性轨道模块由柔性轨道以及磁吸夹具组成。滚动齿轮与外接电动机相连,可以结合实际焊接速度调整装置整体的运动速度,从而对即将施焊区域的预热温度与层间温度进行实时监测。[0008] 与现有技术相比,本实用新型所达到的有益效果是:[0009] 1.本实用新型通过多轴支架与平面角度调节装置可以对红外热像仪的位置进行调整,进而改变红外热像仪测量区域。[0010] 2.通过滚动齿轮、外接电动机与柔性轨道可以使测温装置沿轨道路径进行温度测量,进而实现对即将施焊区域的预热温度与层间温度的监测,同时结合红外热像仪的运动轨迹记录模块,实现测量位置与温度数据的对应。[0011] 3.测量区域的位置与温度数据通过无线传输装置记录在电脑中,通过专用软件可以读取任意运动位置所测量视场中各位置的温度数据,对焊接生产过程中的质量控制数字化以及可追溯性提供了手段与依据。附图说明[0012] 图1是本实用新型测温装置测温模块、机械模块与运动模块的整体结构正视图。[0013] 图2是本实用新型测温装置测温模块、机械模块与运动模块的整体结构侧视图。[0014] 图3是本实用新型测温装置测温模块、机械模块与运动模块的整体结构斜视图。[0015] 图4是本实用新型测温装置柔性轨道模块的整体结构示意图。[0016] 图5为本实用新型测温装置所测量焊件的整体温度云图以及手动添加的温度监测线的位置以及该监测线上的温度测量特征结果示意图。[0017] 图6为本实用新型测温装置沿图5中监测线所测得的温度结果。[0018] 图7为本实用新型测温装置所测量焊件的整体温度云图以及在手动添加的矩形温度监测区域的位置与该区域的温度测量特征结果示意图。[0019] 图中标记说明:1?红外热像仪、2?支臂、3?支臂、4?支臂、5?支撑杆、6?固定轴、7?底板、8?滚动齿轮、9?平面角度调整装置、10?活动卡具、11?限位环、12?平面角度调整装置、13?柔性轨道、14?磁吸夹具、15?磁力控制器。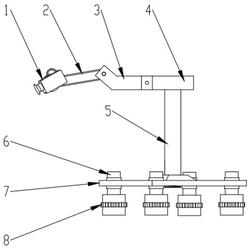



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















