全部
▼
热搜:
 877
877
 0
0
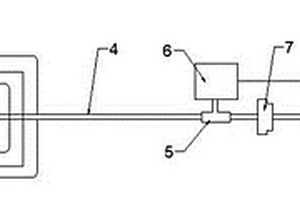
本实用新型公开了便携式真空泵负压疤痕治疗装置,包括:疤痕修复贴、生物半透贴膜、吸盘和微型真空泵,其特征在于,所述疤痕修复贴覆盖在疤痕上,所述吸盘覆盖在疤痕修复贴上,所述生物半透贴膜覆盖在所述疤痕修复贴和吸盘上,所述吸盘一端设置引流管并通过连接管与所述微型真空泵连接。本实用新型带有压力监测装置,采用微型真空泵产生负压和系统调控负压,大容量锂电池持续供电,无需大型中央负压系统或电动负压仪器,无需插接电源,体积小,可随身携带,可满足医院内外患者长时间应用,无并发症和副作用,价格较低廉,使用方便,且不存在电池长时间使用可能出现的化学物质泄漏腐蚀、污染环境的风险。
 1065
0
1065
0
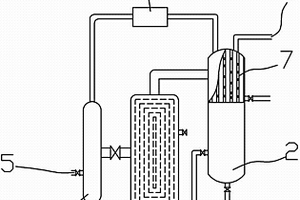
本实用新型属于干果浓缩提取设备技术领域,提出一种双效蒸发器的冷凝装置。其主要特征是包括第一汽水分离器、第二汽水分离器、螺旋板式换热器以及冷凝器,第一汽水分离器与螺旋板式换热器相连通,并在第一汽水分离器上设有双效蒸发器接口,螺旋板式换热器并联在第二汽水分离器上,所述第一汽水分离器和第二汽水分离器分别与冷凝器相连通,第二汽水分离器上设有真空泵接口。本实用新型中螺旋板式换热器换热能力强,特别是其换热方式与特性特别符合乙醇和水的物理化学特性,换热效果更佳,且其占据空间较小,节省空间便于实施,经过试生产,并经过技术人员的跟踪测算达到了设计目的要求,具有既充分利用原有设备的生产能力,又增加了产量,并且减少了资金投入的显著优点。
 856
0
856
0
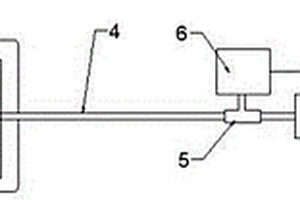
本发明公开了便携式微型真空泵负压疤痕治疗装置,包括:疤痕修复贴、生物半透贴膜、吸盘和微型真空泵,所述疤痕修复贴覆盖在疤痕皮肤上,所述吸盘覆盖在疤痕修复贴上,所述生物半透贴膜覆盖在所述疤痕修复贴和吸盘上,所述吸盘一端设置引流管并通过连接管与所述微型真空泵连接。本发明带有压力监测装置,采用微型真空泵产生负压和系统调控负压,大容量锂电池持续供电,无需大型中央负压系统或电动负压仪器,无需插接电源,体积小,可随身携带,可满足医院内外患者长时间应用,无并发症和副作用,价格较低廉,使用方便,且不存在电池长时间使用可能出现的化学物质泄漏腐蚀、污染环境的风险。
 830
0
830
0
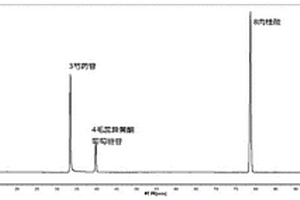
本发明涉及一种黄芪桂枝五物汤制剂的制备方法及其质量控制方法,包括建立黄芪桂枝五物汤制剂的制备方法及其特征图谱和5种成分的含量测定方法。本发明将闪式提取器和膜过滤的方法引入黄芪桂枝五物汤制剂的制备工艺中,最大程度上保留了药物活性成分,提高了活性成分的含量,本发明方法制备的黄芪桂枝五物汤制剂中芍药苷的含量不低于175.72mg/g、毛蕊异黄酮葡萄糖苷的含量不低于3.78mg/g、肉桂酸的含量不低于10.65mg/g、6‑姜辣素的含量不低于8.2mg/g、总挥发油含量不低于0.1%(ml/g)。黄芪桂枝五物汤制剂的特征图谱,从整体上评价黄芪桂枝五物汤制剂的化学物质种类及其含量。
 1006
0
1006
0
本发明公开一种厚度在40mm以下的新型高强耐候管线钢X80钢板及其生产方法,包含如下化学成分:C、Si、Mn、N、V、Ti、Ni、Cr、Ce、La、Cu、Mo、Als、P、S,其它为Fe和残留元素;所述钢板具有针状铁素体组织;通过转炉冶炼、VD+LF+VD冶炼、连铸、加热、控轧控冷等工艺控制,获得的钢板屈服强度在562~680MPa,抗拉强度在675~790MPa,伸长率可控制在25%‑30%,V型‑30℃纵向冲击功控制在180~315J,‑15℃落锤撕裂实验平均值90%,焊接裂纹敏感系数Pcm≤0.25,耐候指数≥6.0,同时HIC和SSCC试验均通过测试合格,完全达到X80管线钢标准要求。
 1004
0
1004
0
一种金刚石导热膏及其制备方法,属于集成电路模块热界面材料技术领域。一种金刚石导热膏,由如下质量百分比的各物质制成:金刚石微粉19%—88%,硅油基体10%—80%,辅助组分0.01%—20%,本发明的金刚石导热膏即使经过长时间放置也不干、不硬、很少析油,化学性质稳定,经测试其导热率高,且对各种金属、树脂及塑料均无腐蚀作用。
 1120
0
1120
0
本发明公开了一种采用不添加微合金元素生产低合金Q345E中厚钢板及其生产工艺。该低合金Q345E中厚钢板包含如下质量百分比的化学成分(单位,wt%):C:0.13~0.19、Si:0.20~0.50、Mn:1.30~1.60、P≤0.020、S≤0.010、Als:0.015~0.050、其它为Fe和残留元素;本发明的工艺流程为:优质铁水、KR铁水预处理、顶底复吹转炉、LF炉精炼、铸坯堆冷、加热炉、轧制、ACC层流冷却、热矫直机、堆冷、精整、外检、探伤、入库。本发明的有益效果在于:与传统的Q345E相比,在碳当量不变的情况下,不添加Nb、V等贵重合金,保证Q345E各项性能指标,大大降低了生产成本。?
 1004
0
1004
0
本发明涉及到一种50~100mm厚高强度耐腐蚀HY800厚板及其生产方法。该HY800厚板包含如下质量百分比的化学成分:C:0.04~0.07、Si:0.71~0.76、Mn:0.82~0.88、P:0.060‑0.07、S≤0.005、Als:0.020~0.045、Cr:0.82~0.92%、Mo:0.70~0.75、Cu:0.62~0.68%、Nb:0.075~0.085%、Ni:0.66~0.72%、Zr:0.11~0.14%,其它为Fe和残留元素;其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24—60小时、推钢式加热炉、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、调质热处理、精整、外检、探伤、入库。本发明的有益效果在于:与传统的HY800生产工艺相比,确保了钢板性能达到标准要求;同时解决了连铸无法生产60mm以上钢板的问题,缩短了生产周期低生产能耗。
 1080
0
1080
0
本发公开了一种50~100mm厚压力容器用高强度淬火与回火合金钢板的生产方法,其包含如下化学成分:C:0.03~0.06%、Si:0.57~0.62%、Mn:0.82~0.88%、P:0.052‑0.059%、S≤0.005%、Als:0.020~0.045%、Cr:0.95~0.99%、Mo:0.76~0.80%、Cu:0.70~0.75%、Nb:0.086~0.095%、Ni:0.75~0.80%、Zr:0.15~0.18%,V:0.086~0.094%,其它为Fe和残留元素;其生产方法包括为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24—60小时、推钢式加热炉、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、调质热处理、精整、外检、探伤、入库。与传统的生产工艺相比,确保了钢板性能达到标准要求;同时解决了连铸无法生产60mm以上钢板的问题,缩短了生产周期低生产能耗。
 989
0
989
0
本发明公开了一种60~120mm改良的耐候结构钢S355K2W厚板及其生产方法。该耐候结构钢S355K2W厚板包含如下质量百分比的化学成分:C:0.08~0.15、Si:0.20~0.45、Mn:1.20~1.45、P≤0.018、S≤0.007、Als:0.015~0.050、Nb+V+Ti≤0.15%、Cr:0.45~0.70%、Cu:0.30~0.50%、其它为Fe和残留元素;其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24—60小时、推钢式加热炉、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、精整、外检、探伤、入库。本发明的有益效果在于:与传统的S355K2W碳当量不变的情况下,通过TMCP轧制和钢板堆垛缓冷方式,确保了钢板性能达到国家标准要求;同时简化生产工艺、取消了热处理流程,降低生产能耗,大大降低了生产成本。
 1201
0
1201
0
本发明公开了一种低合金Q345D-Z25中厚钢板及其生产工艺,该低合金Q345D-Z25中厚钢板包含如下质量百分比的化学成分(单位,wt%):C:0.13~0.18、Si:0.20~0.45、Mn:1.30~1.60、P≤0.018、S≤0.007、Als:0.015~0.050、其它为Fe和残留元素。本发明采用的工艺流程为:优质铁水、KR铁水预处理、顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷、加热炉、轧制、ACC层流冷却、热矫直机、堆冷、精整、外检、探伤、入库,本发明的有益效果在于:与传统的Q345D-Z25相比,在碳当量不变的情况下,不添加Nb、Ti等贵重合金,保证Q345D-Z25各项性能指标达到国家标准要求,大大降低了生产成本。?
 1046
0
1046
0
本发明公开了一种150mm厚高强度低合金结构钢A633GrD钢板及其生产方法,该钢板包含如下质量百分比的化学成分:C:0.11~0.13、Si:0.20~0.45、Mn:1.45~1.50、P≤0.012、S≤0.003、Nb:0.20~0.25、Als:0.015~0.030、Ti:0.030-0.040,其它为Fe和残留元素。其生产工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24—60小时、推钢式加热炉、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、热处理、精整、外检、探伤、入库。本发明的有益效果在于:通过在C、Mn钢基本成分添加Nb、Ti微合金以及正火气雾冷却热处理工艺确保了钢板性能达到国家标准要求,同时减少了合金使用量,降低生产成本。

本发明公开了一种采取氩站上钢生产Q235B80-100mm规格保探伤钢板的方法,所述生产该规格钢板化学成分按质量百分比为:C:0.10~0.19%,Si:0.15~0.30%,Mn:0.50~0.80%,P≤0.023%,S≤0.015%,Als≤0.020%,N≤0.005%。本发明使用250mm厚度连铸坯生产的,其生产工艺流程为:铁水脱硫、120t顶底复吹转炉、氩站吹氩精炼、连铸、铸坯保温缓冷、钢板轧后保温堆冷、精整、检验、入库。与现有技术相比,本发明采取氩站上钢生产保探伤钢板,取消了常规LF精炼生产,缩短了生产流程及降低了吨钢成本;同时采取250mm厚度断面生产,与常规采取厚度>250mm断面或模铸锭生产相比,提高了生产节奏,大大降低了生产成本。
 1229
0
1229
0
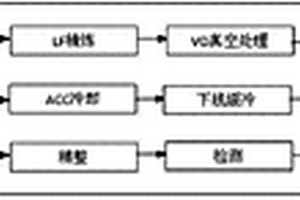
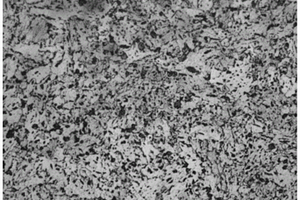
本发明公开了一种特厚临氢15CrMoR钢板及其生产方法,所述钢板由以下元素组成:C 0.12-0.17%、Si≤0.20%、Mn0.40-0.70%、P≤0.008%、S≤0.003、Ni0.14-0.18%、Cr0.80-1.20%,Cu≤0.10%、Mo0.45-0.60、Al0.025-0.050%,As≤0.016%、Sn≤0.008%、Sb≤0.003%其余为Fe和不可避免的杂质。该生产方法包括:转炉冶炼、LF精炼、真空精炼、浇注、加热、轧制、控冷、缓冷、热处理等工艺步骤;本发明通过Cr-Mo为基本的合金元素对钢板化学成分设计,通过转炉炼钢-LF炉精炼-VD炉真空脱气-轧板-探伤-正火-回火-钢板精整-性能检验工艺路线,通过控轧控冷、正火+回火热处理使钢的晶粒度达到8.0以上,组织为回火索氏体,通过上述等措施的有效实施,成功地生产出了120mm~150mm临氢用钢板抗氢蚀能力优良,具有较高的强度和良好的韧性,焊接性能良好。
 1114
0
1114
0
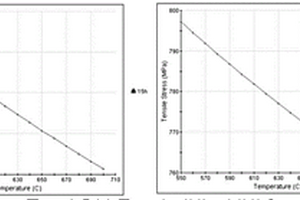
本发明公开了一种60~100mm厚耐火耐候特厚高层建筑钢板及其生产方法,其包括采用如下化学成分:C、Si、Mn、P、S、Als、Nb、V、Cr、Mo、Ni、Cu及Ti,其它为Fe和残留元素,其生产方法包括:KR铁水预处理、120吨顶底复吹转炉、LF炉精炼、真空脱气处理、连铸堆冷24~60小时、连铸加热‑轧制‑堆冷、精整、外检、探伤、入库。通过上述技术方案,本发明获得的钢板屈强比≤0.83,断后伸长率分别≥20%,600℃下3h其屈服强度高于室温屈服强度的2/3,抗层状撕裂性能Z≥35%,耐候系数I≥6.0,能够保Ⅰ级探伤、保耐火耐候性能,为高层建筑技术的进一步发展提供基本材料。
 1071
0
1071
0
本发明公开了一种采用不添加微合金元素生产低合金Q345D-Z35中厚钢板及其生产工艺。该钢板包含如下质量百分比的化学成分(单位,wt%):C:0.10~0.18、Si:0.20~0.45、Mn:1.20~1.60、P≤0.018、S≤0.005、Als:0.015~0.050、其它为Fe和残留元素;本发明采取的生产方法包括以下步骤:优质铁水、KR铁水预处理、顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷、加热炉、轧制、ACC层流冷却、热矫直机、堆冷、精整、外检、探伤、入库;本发明的有益效果在于:与传统的Q345D-Z35相比,在碳当量不变的情况下,不添加Nb、Ti等贵重合金,保证Q345D-Z35各项性能指标达到国家标准要求,大大降低了生产成本。
 799
0
799
0
本发明公开了一种新型合金结构钢20Cr钢板及其生产方法。该钢板包含如下质量百分比的化学成分:C:0.18~0.24、Si:0.17~0.37、Mn:0.50~0.80、P:≤0.020、S:≤0.015、Cr:0.70‑1.00,Als:≤0.050,其它为Fe和残留元素。上述钢板通过以下步骤制得:转炉冶炼、LF精炼、真空精炼、浇注、加热、正火轧制、ACC层流冷却,钢板缓冷、精整检验、入库等工艺控制。本发明与现有技术相比,采用优化的轧制工艺,两阶段轧制后经ACC层流冷却,然后将矫直的钢板快速下线高温堆冷,减少了传统工艺的正火和回火或调质过程,降低了生产成本,缩短了工艺流程。

本发明提供了一种极限厚度Cr-Mo系ASTM?A387?Gr22CL2压力容钢及其生产方法。所述Cr-Mo系ASTM?A387?Gr22CL2压力容器钢的化学成分及质量百分比如下(单位,wt%):C:0.08~0.16、Si:0.20~0.50、Mn:0.30~0.60、P:≤0.015、S:≤0.005、Als:0.020~0.060,Cr:2.0~2.5、Mo:0.9~1.1,其它为Fe和残留元素。本发明的生产方法包括在优质铁水、KR铁水预处理、120t顶底复吹转炉、Ar站吹氩、LF精炼、VD真空脱气、水冷模铸浇注、均热坑加热、3800mm轧机、ACC层流冷却、矫直、堆冷、热处理、精整、外观检验、探伤、入库。本发明的钢板采取48t水冷锭模浇注,可比常规铸铁锭模冷速凝固时间缩短1/3,且减少或避免了钢锭心部严重的疏松或偏析缺陷,改善钢板内部质量。
 936
0
936
0
本发明公开了一种65mmQ345GJCZ35钢板,包含如下质量百分比的化学成分(单位,wt%):C:0.09~0.18、Si:0.20~0.40、Mn:1.20~1.60、P:≤0.018、S:≤0.005、Ti:0.010-0.030、Nb:0.015~0.050、Als:0.015~0.050,其它为Fe和残留元素。由于本发明的工艺流程从获取优质铁水、KR铁水预处理、转炉冶炼、吹氩处理、LF精炼、VD精炼、连铸、加热、控轧控冷、堆冷、精整、外检、探伤到入库,并通过优化工艺流程,取消钢板的热处理工艺,形成了一套从成分设计、钢坯冶炼、钢板轧制的系统性生产方法,该方法既能保证最终性能的要求,又降低了成本,增加了巨大的经济效益。
 1106
0
1106
0
本发明公开了一种120mm规格以下SCMV4-2压力容器钢厚板及生产方法,其化学成分及质量百分比如下:C:0.08~0.16、Si:0.20~0.50、Mn:0.30~0.60、P:≤0.015、S:≤0.005、Als:0.020~0.060,Cr:2.0~2.5、Mo:0.9~1.1,其它为Fe和残留元素。本发明专利在优质铁水、KR铁水预处理、120t顶底复吹转炉、Ar站吹氩、LF精炼、VD真空脱气、连铸浇注、加热炉加热、3800mm轧机、ACC层流冷却、矫直、堆冷、热处理、精整、外观检验、探伤、入库工艺顺序下,本发明的钢板采取连铸400mm厚度连铸浇注,采用400mm厚度连铸坯生产,不仅可以保证压缩比,并且钢板内部质量也好;本发明具有以下优点:1、本发明的生产周期短;2、钢板内部质量好;3、生产成本低;4、高温性能好、富余量大。
 982
0
982
0
本发明公开了一种压力容器用低合金钢板15CrMoR及其生产方法,按照以下步骤来实现:铁水预处理、转炉冶炼、LF精炼、真空精炼、浇注、钢坯加热、正火轧制、ACC层流冷却,钢板缓冷、精整检验、入库等工艺控制。与现有技术相比,本发明采用上述技术方案,通过合理的化学成分设计,LF+VD工艺来保证钢质的洁净度,并通过加热、轧制及缓冷等工艺有效实施,成功地研制出了厚度≤100mm的压力容器用低合金钢板15CrMoR钢板,其屈服强度控制在320~400MPa,抗拉强度控制在480~575 MPa,伸长率控制在21%‑24%;V型冲击功控制在100~280J。
 1153
0
1153
0
本发明公开了一种热轧可焊接细晶粒结构钢板及其生产方法,热轧可焊接细晶粒结构钢板包含如下质量百分比的化学成分:C:0.10~0.15、Si:0.20~0.50、Mn:1.40~1.60、P:≤0.015、S:≤0.003、微合金化元素≤0.15、Als:≤0.050,其它为Fe和残留元素。其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24小时、加热、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、精整、外检、探伤、入库。本发明的有益效果在于:①浇涛采用连铸,缩短了生产周期,降低了生产成本;②钢板最大厚度可达到100mm。
 1068
0
1068
0
本发明公开了一种防止定子铁芯齿部弹开的方法,通过用金属粘结剂对相邻的齿部冲片进行粘接,将检验合格的齿部冲片以化学的方法组装,使齿部冲片间结合紧密,使之形成一个整体,并且有效地防止了相邻两冲片的弹开,而且使定子铁芯齿部的整体刚度明显增加,由于齿部冲片间没有间隙,定子铁芯齿部在交变电场或其他外力作用下,不会产生振动和噪声。保证了定子绕组绝缘不受损伤,提高了绕组的运行寿命,而且本发明不需要专用工装模具,操作简便,成本低廉。
本发明公开了一种抗震高强度耐候桥梁钢板Q690qENHZ35及其生产方法,其包括如下质量含量的化学成分:C:0.05~0.12、Si:0.08~0.25、Mn:0.09~1.45、P≤0.012、S≤0.003、Als:0.015~0.050、Nb:0.025~0.040、Cr:0.50~1.0、Mo:0.25~0.80、V:0.040~0.080,Ni:0.80~1.85、Cu:0.25~0.35、Ti:0.010~0.020、B:0.0008~0.00135,其它为Fe和残留元素。经过检验后,该钢板组织致密,各项性能及指标均满足抗震高强度耐候桥梁钢板Q690qENHZ35用钢要求。
 1212
0
1212
0
本发明公开了一种厚度200mm以上水电站用高强度调质特厚S500Q-Z35钢板及其生产方法,其包含如下质量百分比的化学成分:C:0.09~0.16、Si:0.15~0.45、Mn:0.08~1.45、P≤0.012、S≤0.003、Als:0.015~0.050、Nb:0.015~0.045、Cr:0.35~0.65、Mo:0.35~0.65、Ni:0.80-1.3、Ti0.010-0.030,其它为Fe和残留元素;其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、钢锭堆冷24—60小时、钢锭加热开坯加热-轧制-堆冷、中间坯加热-轧制-堆冷、淬火+回火、精整、外检、探伤、入库。所研制的钢板外检,正品率100%,最终钢板探伤达到JB/T?5000.15-1998《重型机械通用技术条件锻钢件无损探伤》的Ⅰ级探伤要求,实现了水电站座环用高强度调质特厚钢的以轧代锻达到了预期效果。
 1201
0
1201
0
本发明公开了一种特厚模具钢1.2311厚板及其生产方法,属于特厚模具钢技术领域,包含如下质量百分比的化学成分:C:0.4%~0.44%、Si:0.3~0.5%、Mn:1.45~1.55%、P≤0.015%、S≤0.005%、Cr:1.5%~1.7%、Mo:3.5%~4.5%、V:0.025%‑0.035%,其它为Fe和残留元素;工艺流程为:铁水(KR脱硫)→转炉(氩站)→LF精炼→VD真空处理→模铸浇注→钢锭清理(水冷模铸锭在脱模后的8h内清理完毕)→钢锭在清理完毕后的5h内送轧装炉→轧制→堆冷→热处理→精整→外检→入库。该发明制备的特厚模具钢1.2311厚板均具备高的抛光性能,良好的加工性,优良的强韧性,硬度均符合310‑340HB的技术要求,组织致密,外观良好,超声波检验无针孔、气眼等缺陷。
 1204
0
1204
0
本发明公开了一种150mm以上锅炉汽包用特厚钢板及其生产方法,该锅炉汽包用特厚钢板包含如下质量百分比的化学成分:C:0.11~0.13、Si:0.15~0.35、Mn:1.30~1.40、P≤0.012、S≤0.003、Nb:0.015~0.020、Cr:0.20~0.30、Mo:0.25~0.35、Ni : 0.80~0.90,其它为Fe和残留元素。其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、钢锭堆冷24—60小时、钢锭加热开坯加热-轧制-堆冷、中间坯加热-轧制-堆冷、淬火+回火、精整、外检、探伤、入库;所研制的钢板经外检,正品率100%,最终钢板探伤达到JB/T?5000.15-1998《重型机械通用技术条件锻钢件无损探伤》的????????????????????????????????????????????????级探伤要求,实现了水电站座环用高强度调质特厚钢的以轧代锻达到了预期效果。
 1172
0
1172
0
本发明涉及到一种厚度200mm以上铝板带拉伸机钳口用Q550特厚板及其生产方法。该板带拉伸机钳口用特厚板Q550的含如下质量百分比的化学成分:C:0.18~0.21、Si:0.4~0.5、Mn:1.35~1.45、P≤0.012、S≤0.003、Als:0.015~0.050、Cr:1.30~1.50、Mo:0.20~0.30、B:0.001-0.002,其它为Fe和残留元素。本发明其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、钢锭堆冷24—60小时、钢锭加热开坯加热-轧制-堆冷、中间坯加热-轧制-堆冷、淬火+回火、精整、外检、探伤、入库。所研制的钢板外检,正品率100%,最终钢板探伤达到Ⅰ级探伤要求,实现了厚度200mm以上铝板带拉伸机钳口用特厚板Q550特厚钢的以轧代锻达到了预期效果。
 1032
0
1032
0
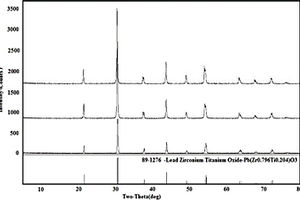
本发明涉及一种被动式热释电红外传感器用热释电陶瓷材料,其化学元素组成为:(Pb1-x-yLaxSry)(Mn1/3Nb2/3)z(Zr0.94Ti0.06)1-zO3+φat%A;其中:0.002≤x≤0.1,0.01≤y≤0.1,0.01≤z≤0.1;其中,φ=0或者2.8≤φ≤5.5,所述的A为B2O3和Cr2O3的混合物,二者的摩尔比为1:1。本发明所述的热释电陶瓷材料烧结温度低,烧结温度范围宽,而且由于相变温度低,自发极化小,介电常数和介质损耗较低,制作得到的被动红外热释电传感器噪声值低,灵敏度高,探测距离远;适合于制作热释电被动红外传感器及非致冷焦平面红外传感器等传感器。
中冶有色为您提供最新的河南南阳有色金属化学分析技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2025年11月07日 ~ 09日
2025年11月07日 ~ 09日  2025年11月14日 ~ 16日
2025年11月14日 ~ 16日 碳材料科技大会") 2025年11月14日 ~ 16日
2025年11月14日 ~ 16日  2025年11月14日 ~ 16日
2025年11月14日 ~ 16日  2025年11月21日 ~ 23日
2025年11月21日 ~ 23日 









































































