全部
▼
 581
581

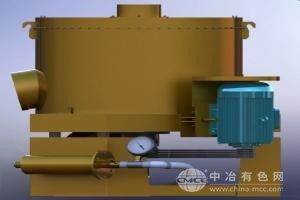
工作原理
设备采用卧式双锥转鼓结构,转鼓内壁铺设高耐磨聚氨酯衬层。矿浆通过给料管高速喷入旋转的转鼓(转速1200-1800r/min,离心力达150-200G),在离心力作用下,密度大的重矿物(如金粒)迅速沉降并附着在衬层表面,形成动态富集层;密度小的脉石矿物则随尾矿水流从溢流口排出。转鼓底部配备智能反冲水系统,通过高压脉冲水(压力0.3-0.8MPa)周期性冲击富集层,将精矿排入集矿槽,实现连续分选。PLC控制系统实时监测转速、反冲水压等参数,确保分选过程精准可控。
应用范围
适用于处理粒度0.01-1.5mm的砂金矿、氰化尾渣、堆浸尾矿及电子废弃物中的贵金属,尤其针对微细粒级(<0.037mm)矿物回收效果显著。设备可独立作业,也可与摇床、浮选机等设备串联,形成全流程选矿系统,单台日处理量达30-80吨。
产品技术参数
处理能力:30-80吨/日(依矿物密度调整)
转鼓规格:直径500mm,长度800mm,转速1200-1800r/min(变频可调)
离心力场:150-200G(连续可调)
给料粒度:0.01-1.5mm(最佳0.02-0.5mm)
反冲水压:0.3-0.8MPa(脉冲可调)
装机功率:18.5-25kW(防爆电机可选)
设备尺寸:长×宽×高为2.0m×1.2m×1.5m
重量:1.8-2.2吨
产品特点
超细粒回收:可捕获0.01mm级微细金,综合回收率达95%以上,粗粒金回收率超99%。
智能精准:PLC系统自动匹配转速、反冲水压,适应不同矿性,分选精度较传统设备提升40%。
耐磨耐用:转鼓及衬层采用进口高强度合金钢与聚氨酯,寿命超10000小时,维护成本降低50%。
节能环保:单位处理量能耗较普通离心机降低30%,尾矿排放浓度<8%,符合国际环保标准。
紧凑高效:模块化设计,占地面积小,安装调试仅需2小时,快速投入生产。



 咨询底价
咨询底价































































































 贵州 - 贵阳
贵州 - 贵阳 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日




















