权利要求
1.一种高精度压力容器的焊缝无损检测设备,其特征在于,包括探伤仪主体(1)、数据线(2)、探头(3)与固定圈(4),所述数据线(2)的两端分别与探伤仪主体(1)、探头(3)连接,所述固定圈(4)的一侧滑动安装有移动架(5),所述固定圈(4)上安装有可调式轨道,所述移动架(5)能够沿着可调式轨道的轨迹运动,所述移动架(5)上安装有移动框(6),所述移动框(6)上贯穿开设有活动槽,所述活动槽内安装有安装框(7),所述移动框(6)与安装框(7)之间安装有缓冲结构,所述缓冲结构用于驱动安装框(7)贴合在容器的焊缝处,所述安装框(7)上贯穿开设有安装槽,所述探头(3)可拆卸安装在安装槽内。
2.根据权利要求1所述的一种高精度压力容器的焊缝无损检测设备,其特征在于,所述可调式轨道包括一号弹性轨道(8)、二号弹性轨道(9)与调节组件;所述一号弹性轨道(8)与二号弹性轨道(9)的数量均为多个,多个所述一号弹性轨道(8)与多个二号弹性轨道(9)依次交错首尾相邻呈环状,所述一号弹性轨道(8)与二号弹性轨道(9)滑动配合,所述一号弹性轨道(8)的中段通过支架固定安装在固定圈(4)上,所述调节组件用于调整二号弹性轨道(9)弯曲。
3.根据权利要求2所述的一种高精度压力容器的焊缝无损检测设备,其特征在于,所述一号弹性轨道(8)的两端均开设有与二号弹性轨道(9)滑动配合的运动槽,所述二号弹性轨道(9)的内壁固定连接有防脱滑钮(10),所述一号弹性轨道(8)的两侧外表均开设有与防脱滑钮(10)滑动配合的防脱滑槽(11)。
4.根据权利要求3所述的一种高精度压力容器的焊缝无损检测设备,其特征在于,所述调节组件包括拉伸杆(12)、调节圈(13)、螺纹齿圈(14)与驱动齿轮(15);所述拉伸杆(12)的数量与二号弹性轨道(9)的数量相同并一一对应设置,所述拉伸杆(12)的一端与二号弹性轨道(9)的中段固定连接,所述拉伸杆(12)的另一端与调节圈(13)固定连接,所述固定圈(4)内开设有与调节圈(13)滑动配合的位移槽,所述螺纹齿圈(14)安装在位移槽内,所述螺纹齿圈(14)与调节圈(13)远离拉伸杆(12)的一侧转动连接,且螺纹齿圈(14)与位移槽的内壁螺纹配合,所述驱动齿轮(15)转动安装在固定圈(4)内,所述驱动齿轮(15)与螺纹齿圈(14)啮合。
5.根据权利要求1所述的一种高精度压力容器的焊缝无损检测设备,其特征在于,所述缓冲结构包括有活动球(16)、滑块(17)、弹性棒(18)与复位弹簧(19);所述安装框(7)的外周开设有与活动球(16)转动配合的球槽,所述活动球(16)转动安装在球槽内,所述活动槽的内壁开设有与滑块(17)滑动配合的缓冲孔,所述弹性棒(18)的一端与活动球(16)固定连接,所述弹性棒(18)的另一端滑动贯穿活动槽的内壁并延伸至缓冲孔内与滑块(17)固定连接,所述复位弹簧(19)位于缓冲孔内,且复位弹簧(19)的两端分别与滑块(17)、缓冲孔的端部内壁抵靠。
6.根据权利要求5所述的一种高精度压力容器的焊缝无损检测设备,其特征在于,所述缓冲结构还包括防折球(20);所述活动槽的内壁开设有与防折球(20)转动配合的转动槽,所述防折球(20)转动安装在转动槽内,所述弹性棒(18)滑动贯穿防折球(20)。
7.根据权利要求1所述的一种高精度压力容器的焊缝无损检测设备,其特征在于,所述移动架(5)包括直杆(51)、套筒(52)与夹块(53);所述固定圈(4)上固定安装有环形电动滑轨,所述直杆(51)固定安装在环形电动滑轨的滑块上,所述套筒(52)滑动套装在直杆(51)上,所述移动框(6)固定安装在套筒(52)远离直杆(51)的一端,所述夹块(53)的数量为两个,两个所述夹块(53)均固定连接在套筒(52)上,且两个夹块(53)之间间隔布置,两个所述夹块(53)能够夹持可调式轨道滑动。
8.一种高精度压力容器的焊缝无损检测设备的使用方法,根据权利要求1-7中任一项所述的一种高精度压力容器的焊缝无损检测设备,其特征在于,检测步骤如下:
步骤1,对压力容器的焊缝处进行打磨清洁处理;
步骤2,将固定圈(4)套装在压力容器上并将其固定住;
步骤3,对压力容器的焊接位置涂抹耦合剂,将探头(3)安装在安装框(7)上,在缓冲结构的作用下驱使探头(3)的检测面贴合在压力容器的焊缝处的表面位置;
步骤4,由环形电动滑轨工作,驱动探头(3)在压力容器的焊缝处进行扫查作业;
步骤5,观察探伤仪主体(1)的显示屏上的回波信号,判断是否存在缺陷,并记录缺陷位置和特征;
步骤6,根据检测标准和规范,对缺陷进行评定和分类;
步骤7,整理检测数据和结果,编写检测报告。
9.根据权利要求8所述的一种高精度压力容器的焊缝无损检测设备的使用方法,其特征在于,在步骤4中,需要根据焊缝的宽度调整可调式轨道中一号弹性轨道(8)与二号弹性轨道(9)的弯曲程度。
说明书
技术领域
[0001]本发明涉及焊缝检测技术领域,尤其涉及一种高精度压力容器的焊缝无损检测设备及方法。
背景技术
[0002]高精度压力容器是指在设计、制造和使用过程中,对容器的各项技术指标要求非常严格,以确保其具有极高的安全性、可靠性和精确性的压力容器;这类容器通常在一些对压力控制要求极高的领域中使用,如化工、石油、能源等行业。它们需要具备精确的尺寸、良好的密封性能、稳定的结构强度以及对压力和温度等参数的精确控制能力。同时,在制造过程中需要采用先进的工艺和检测手段,以保证其质量和性能达到高标准。 高精度压力容器的形状主要以圆柱形为主,其具有结构简单,制作方便等优点,高精度压力容器在两端封口焊接完成后,需要对其焊缝处进行检测处理,从而确保焊接的质量,保证容器的密封性能、安全性和可靠性等,在进行焊缝质量检测时,需要先将焊缝位置打磨和清洁处理,再手持检测探头贴合在焊缝位置进行扫描探伤,通常采用锯齿形的运动轨迹对容器的焊缝位置进行扫查,目前焊缝探伤的技术手段通常有手动方式或者自动化方式,自动化方式大部分是使用机械臂操作,但是实际情况中自动化设备的购买成本较高,而手动操作在进行圆周状焊缝的轨迹扫查时,会给扫查工作造成妨碍,影响到对焊缝检测的结果精准性。
发明内容
[0003]基于背景技术中存在的技术问题,本发明提出了一种高精度压力容器的焊缝无损检测设备及方法。
[0004]本发明提出的一种高精度压力容器的焊缝无损检测设备及方法,包括探伤仪主体、数据线、探头与固定圈,所述数据线的两端分别与探伤仪主体、探头连接,所述固定圈的一侧滑动安装有移动架,所述固定圈上安装有可调式轨道,所述移动架能够沿着可调式轨道的轨迹运动,所述移动架上安装有移动框,所述移动框上贯穿开设有活动槽,所述活动槽内安装有安装框,所述移动框与安装框之间安装有缓冲结构,所述缓冲结构用于驱动安装框贴合在容器的焊缝处,所述安装框上贯穿开设有安装槽,所述探头可拆卸安装在安装槽内。
[0005]优选地,所述可调式轨道包括一号弹性轨道、二号弹性轨道与调节组件;所述一号弹性轨道与二号弹性轨道的数量均为多个,多个所述一号弹性轨道与多个二号弹性轨道依次交错首尾相邻呈环状,所述一号弹性轨道与二号弹性轨道滑动配合,所述一号弹性轨道的中段通过支架固定安装在固定圈上,所述调节组件用于调整二号弹性轨道弯曲。
[0006]优选地,所述一号弹性轨道的两端均开设有与二号弹性轨道滑动配合的运动槽,所述二号弹性轨道的内壁固定连接有防脱滑钮,所述一号弹性轨道的两侧外表均开设有与防脱滑钮滑动配合的防脱滑槽。
[0007]优选地,所述调节组件包括拉伸杆、调节圈、螺纹齿圈与驱动齿轮;所述拉伸杆的数量与二号弹性轨道的数量相同并一一对应设置,所述拉伸杆的一端与二号弹性轨道的中段固定连接,所述拉伸杆的另一端与调节圈固定连接,所述固定圈内开设有与调节圈滑动配合的位移槽,所述螺纹齿圈安装在位移槽内,所述螺纹齿圈与调节圈远离拉伸杆的一侧转动连接,且螺纹齿圈与位移槽的内壁螺纹配合,所述驱动齿轮转动安装在固定圈内,所述驱动齿轮与螺纹齿圈啮合。
[0008]优选地,所述缓冲结构包括有活动球、滑块、弹性棒与复位弹簧;所述安装框的外周开设有与活动球转动配合的球槽,所述活动球转动安装在球槽内,所述活动槽的内壁开设有与滑块滑动配合的缓冲孔,所述弹性棒的一端与活动球固定连接,所述弹性棒的另一端滑动贯穿活动槽的内壁并延伸至缓冲孔内与滑块固定连接,所述复位弹簧位于缓冲孔内,且复位弹簧的两端分别与滑块、缓冲孔的端部内壁抵靠。
[0009]优选地,所述缓冲结构还包括防折球;所述活动槽的内壁开设有与防折球转动配合的转动槽,所述防折球转动安装在转动槽内,所述弹性棒滑动贯穿防折球。
[0010]优选地,所述移动架包括直杆、套筒与夹块;所述固定圈上固定安装有环形电动滑轨,所述直杆固定安装在环形电动滑轨的滑块上,所述套筒滑动套装在直杆上,所述移动框固定安装在套筒远离直杆的一端,所述夹块的数量为两个,两个所述夹块均固定连接在套筒上,且两个夹块之间间隔布置,两个所述夹块能够夹持可调式轨道滑动。
[0011]一种高精度压力容器的焊缝无损检测设备的使用方法,检测步骤如下:
步骤1,对压力容器的焊缝处进行打磨清洁处理;
步骤2,将固定圈套装在压力容器上并将其固定住;
步骤3,对压力容器的焊接位置涂抹耦合剂,将探头安装在安装框上,在缓冲结构的作用下驱使探头的检测面贴合在压力容器的焊缝处的表面位置;
步骤4,由环形电动滑轨工作,驱动探头在压力容器的焊缝处进行扫查作业;
步骤5,观察探伤仪主体的显示屏上的回波信号,判断是否存在缺陷,并记录缺陷位置和特征;
步骤6,根据检测标准和规范,对缺陷进行评定和分类;
步骤7,整理检测数据和结果,编写检测报告。
[0012]优选地,在步骤4中,需要根据焊缝的宽度调整可调式轨道中一号弹性轨道与二号弹性轨道的弯曲程度。
[0013]本发明提出的一种高精度压力容器的焊缝无损检测设备及方法具有如下的有益效果:通过设置的探伤仪主体、数据线、探头、固定圈、移动架、移动框、安装框、可调式轨道和缓冲结构,能够根据压力容器上焊缝的宽度调整可调式轨道的波长,从而更好的覆盖焊缝区域,操作简单便捷,另外还可以确保探头能够更好的贴合焊缝进行扫查作业,在扫查过程中,对探头受到的外力作用能够起到很好的缓冲保护作用,减少探头受到损坏。
附图说明
[0014]图1为本发明提出的一种高精度压力容器的焊缝无损检测设备的整体结构示意图;
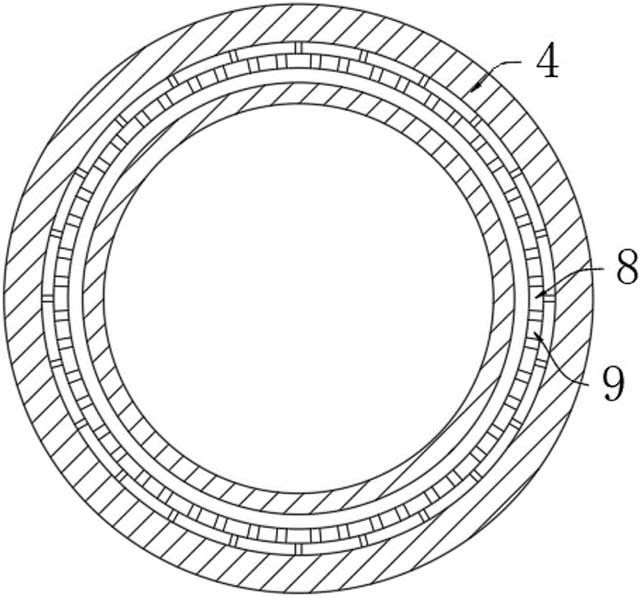
图2为本发明提出的一种高精度压力容器的焊缝无损检测设备中固定圈的侧视图;
图3为本发明提出的一种高精度压力容器的焊缝无损检测设备中固定圈的局部剖视图;
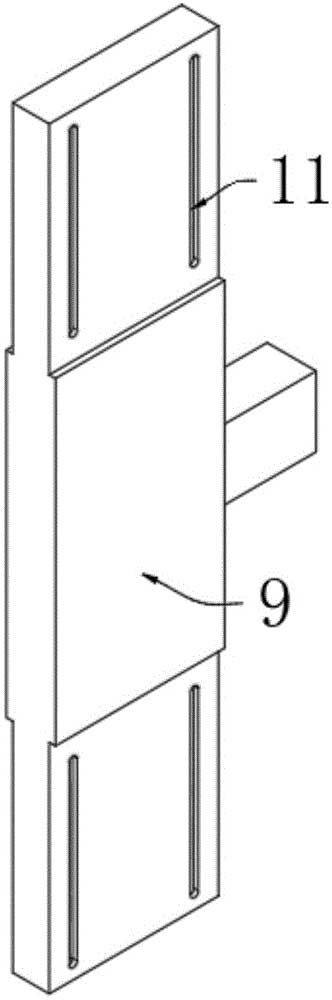
图4为本发明提出的一种高精度压力容器的焊缝无损检测设备中一号弹性轨道的结构示意图;
图5为本发明提出的一种高精度压力容器的焊缝无损检测设备中二号弹性轨道的结构示意图;
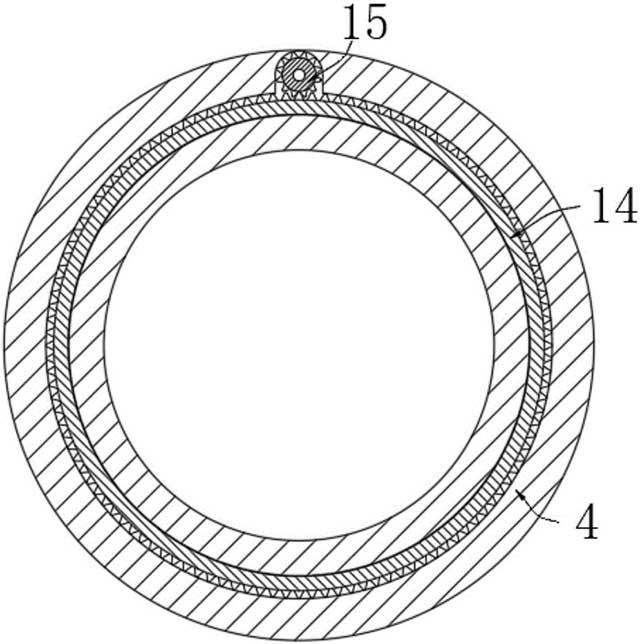
图6为本发明提出的一种高精度压力容器的焊缝无损检测设备中固定圈中位移槽位置的剖视图;
图7为本发明提出的一种高精度压力容器的焊缝无损检测设备中移动架的结构示意图;
图8为本发明提出的一种高精度压力容器的焊缝无损检测设备中探头、移动框和安装框的结构示意图;
图9为本发明提出的一种高精度压力容器的焊缝无损检测设备中探头、移动框和安装框的剖视图;
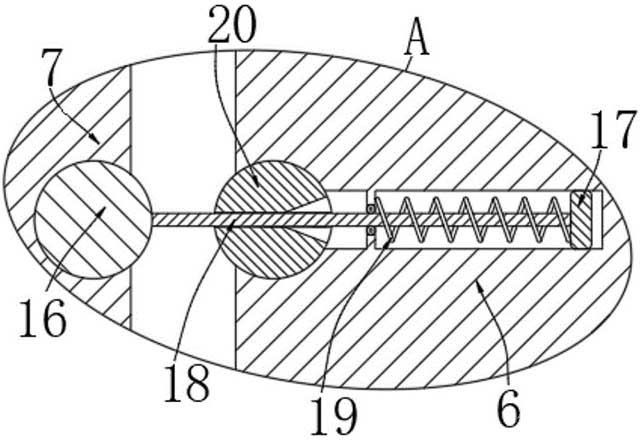
图10为本发明提出的一种高精度压力容器的焊缝无损检测设备图9中A处放大图。
[0015]图中:1、探伤仪主体;2、数据线;3、探头;4、固定圈;5、移动架;51、直杆;52、套筒;53、夹块;6、移动框;7、安装框;8、一号弹性轨道;9、二号弹性轨道;10、防脱滑钮;11、防脱滑槽;12、拉伸杆;13、调节圈;14、螺纹齿圈;15、驱动齿轮;16、活动球;17、滑块;18、弹性棒;19、复位弹簧;20、防折球。
具体实施方式
[0016]参照图1-图10,本发明提出一种高精度压力容器的焊缝无损检测设备,包括探伤仪主体1、数据线2、探头3与固定圈4,探伤仪主体1的型号为JUT800数字式超声波探伤仪,数据线2和探头3均为现有技术,数据线2的两端分别与探伤仪主体1、探头3连接,数据线2用于探头3的供电和检测数据的传输等,固定圈4为圆圈结构,固定圈4的一侧滑动安装有移动架5,移动架5运动轨迹的轴线和固定圈4的轴线重合,固定圈4上安装有可调式轨道,可调式轨道能够调节成波浪线形,移动架5在跟随可调式轨道运动时,移动架5能够在压力容器外周面上做波浪线形的运动轨迹,可调式轨道能够根据焊缝的宽度调整可调式轨道的“波长”,从而适配焊缝的宽度,同时波浪线形扫查路径相较于锯齿形的扫查路径具有以下几种优点,提高检出率:波浪线扫查能够更全面地覆盖焊缝区域,减少漏检的可能性;减少干扰:波浪线扫查相对更加平滑,能减少因锯齿形轨迹可能带来的干扰信号;更符合焊缝形状:波浪线与圆柱形容器外周的焊缝形状更贴合,有利于更准确地检测缺陷;移动架5能够沿着可调式轨道的轨迹运动,移动架5上安装有移动框6,移动框6上贯穿开设有活动槽,活动槽内安装有安装框7,移动框6与安装框7之间安装有缓冲结构,缓冲结构用于驱动安装框7贴合在容器的焊缝处,安装框7上贯穿开设有安装槽,探头3可拆卸安装在安装槽内,在具体的操作时,将探头3安装在安装框7内,使得探头3的检测面凸出安装槽,再将固定圈4套装在压力容器的上时,探头3的检测面会抵靠在压力容器的焊缝位置,在缓冲结构驱动安装框7和探头3贴靠在压力容器的焊缝处,在实际情况中,压力容器的焊缝各处的厚度存在着差异,无法做到统一的厚度,因此在扫查时,由缓冲结构确保探头3始终贴合在压力容器上的焊缝处,另外在探头3触碰到毛刺时,也会由缓冲结构减缓探头3所受的冲击力,对探头3起到保护作用,再由移动架5在固定圈4的侧面滑动,使得探头3贴合在压力容器的焊缝处做圆周运动,在圆周运动的同时做往复的波浪线形运动,能够对压力容器上的焊缝进行全面的扫查检测,无需工作人员手动扫查作业,减少工作人员的劳动强度,同时该结构简单,操作便捷,购买成本低。
[0017]如图2、图3、图4和图5中所示,可调式轨道包括一号弹性轨道8、二号弹性轨道9与调节组件;一号弹性轨道8的形状如图4中所示,二号弹性轨道9的形状如图9中所示,在连接时,二号弹性轨道9的两端分别插装在两个一号弹性轨道8的端部内,在二号弹性轨道9弯曲时,二号弹性轨道9的两端能够带动二号弹性轨道9同时出现弯曲,从而形成波浪线形结构,一号弹性轨道8与二号弹性轨道9的数量均为多个,多个一号弹性轨道8与多个二号弹性轨道9依次交错首尾相邻呈环状,一号弹性轨道8与二号弹性轨道9滑动配合,一号弹性轨道8的中段通过支架固定安装在固定圈4上,调节组件用于调整二号弹性轨道9弯曲,在压力容器的焊缝宽度不同时,可以通过调节组件调整二号弹性轨道9的弯曲程度,从而带动一号弹性轨道8出现对应的形变,形成波浪线形的运动轨道,结构简单,操作便捷。
[0018]如图4和图5中所示,一号弹性轨道8的两端均开设有与二号弹性轨道9滑动配合的运动槽,二号弹性轨道9的内壁固定连接有防脱滑钮10,一号弹性轨道8的两侧外表均开设有与防脱滑钮10滑动配合的防脱滑槽11,在实际情况中,当二号弹性轨道9出现弹性弯曲变形时,二号弹性轨道9的中段位置距离一号弹性轨道8端部之间的距离会改变,因此需要二号弹性轨道9的端部和一号弹性轨道8的端部之间产生滑动,适应二号弹性轨道9的变形,在二号弹性轨道9和一号弹性轨道8之间产生滑动时,使有防脱滑钮10在防脱滑槽11内滑动;需要说明的是,在二号弹性轨道9发生变形时,需要确保二号弹性轨道9的端部和一号弹性轨道8的端部之间保持贴合的状态,确保移动架5滑动的流畅性。
[0019]如图2、图3和图6中所示,调节组件包括拉伸杆12、调节圈13、螺纹齿圈14与驱动齿轮15;拉伸杆12的数量与二号弹性轨道9的数量相同并一一对应设置,在二号弹性轨道9发生变形时,是由拉伸杆12拉扯二号弹性轨道9的中段,二号弹性轨道9的两端受到相邻的两个一号弹性轨道8端部的牵扯,使得二号弹性轨道9发生弹性形变,在二号弹性轨道9产生弹性形变时会带动相邻两个一号弹性轨道8的端部也发生弹性形变,从而使得改变可调式轨道波浪线的“波长”,以适应合适宽度的焊缝,能够确保对焊缝的全面扫查,拉伸杆12的一端与二号弹性轨道9的中段固定连接,拉伸杆12的另一端与调节圈13固定连接,固定圈4内开设有与调节圈13滑动配合的位移槽,螺纹齿圈14安装在位移槽内,螺纹齿圈14与调节圈13远离拉伸杆12的一侧转动连接,且螺纹齿圈14与位移槽的内壁螺纹配合,驱动齿轮15转动安装在固定圈4内,驱动齿轮15与螺纹齿圈14啮合,驱动齿轮15是由电机驱动工作,在实际操作时,通常压力容器外周的焊缝宽度是一致的,因此将可调式轨道的“波长”调整至一致即可,需要由电机工作,电机驱动驱动齿轮15转动,驱动齿轮15驱动螺纹齿圈14转动,在螺纹齿圈14转动的时与位移槽的内壁螺纹配合,使得螺纹齿圈14在位移槽内滑动,由于螺纹齿圈14和调节圈13滑动,螺纹齿圈14拉扯调节圈13在位移槽内同步移动,调节圈13带动多个拉伸杆12同步移动,多个拉伸杆12同时拉扯多个二号弹性轨道9弯曲变形,从而实现可调式轨道的“波长”调整,操作简单便捷。
[0020]如图9和图10中所示,缓冲结构包括有活动球16、滑块17、弹性棒18与复位弹簧19;安装框7的外周开设有与活动球16转动配合的球槽,活动球16转动安装在球槽内,活动槽的内壁开设有与滑块17滑动配合的缓冲孔,弹性棒18的一端与活动球16固定连接,弹性棒18的另一端滑动贯穿活动槽的内壁并延伸至缓冲孔内与滑块17固定连接,复位弹簧19位于缓冲孔内,且复位弹簧19的两端分别与滑块17、缓冲孔的端部内壁抵靠,缓冲结构还包括防折球20;活动槽的内壁开设有与防折球20转动配合的转动槽,防折球20转动安装在转动槽内,弹性棒18滑动贯穿防折球20,在实际情况弹性棒18出现弯折时,弹性棒18在与活动槽内壁接触的位置出现不可逆的形变情况,因此设计防折球20,在弹性棒18和活动槽内壁接触的位置,改变该位置的弯折程度,在实际情况中,在探头3抵靠在压力容器的焊缝处时,探头3会抵靠在压力容器的外周,由于力的相互作用,使得探头3和安装框7同步在活动槽内运动,在安装框7产生位移时,安装框7会带动活动球16同步运动,但是由于活动球16会受到弹性棒18的牵扯,会使得活动球16在球槽内转动,同时弹性棒18无法被拉长变形,活动球16带动弹性棒18产生移动,弹性棒18同时会拉扯滑块17在缓冲孔内滑动,滑块17在缓冲孔内滑动时,滑块17会对复位弹簧19进行挤压,由于复位弹簧19的反弹作用,复位弹簧19具有使滑块17在缓冲孔内滑动复位的趋势,因此滑块17具有拉扯弹性棒18和活动球16的复位,从而由活动球16带动安装框7和探头3紧贴压力容器的焊缝表面,由于缓冲结构在安装框7的四周设置,使得探头3在受到任何方向的外力碰撞时,均能起到缓冲保护的作用,起到很好的保护作用。
[0021]如图3和图6中所示,移动架5包括直杆51、套筒52与夹块53;固定圈4上固定安装有环形电动滑轨,直杆51固定安装在环形电动滑轨的滑块上,套筒52滑动套装在直杆51上,移动框6固定安装在套筒52远离直杆51的一端,夹块53的数量为两个,两个夹块53均固定连接在套筒52上,且两个夹块53之间间隔布置,两个夹块53能够夹持可调式轨道滑动,在具体操作时,环形电动滑轨驱动直杆51做圆周运动,在直杆51移动时会带通套筒52同步运动,在套筒52转动时,由于两个夹块53始终夹持在可调式轨道上,由于可调式轨道各段位置距离环形电动滑轨的距离不一,因此两个夹块53会跟随可调式轨道的轨迹运动,从而使得夹块53带动套筒52同步运动,从而带动探头3同步做波浪线形运动对压力容器上的焊缝进行扫查作业。
[0022]检测步骤如下:
步骤1,对压力容器的焊缝处进行打磨清洁处理;
步骤2,将固定圈4套装在压力容器上并将其固定住,选择适配尺寸的固定圈4;
步骤3,对压力容器的焊接位置涂抹耦合剂,将探头3安装在安装框7上,在缓冲结构的作用下使探头3的检测面贴合在压力容器的焊缝处的表面位置;
步骤4,由环形电动滑轨工作,驱动探头3在压力容器的焊缝处进行扫查作业,需要根据焊缝的宽度调整可调式轨道中一号弹性轨道8与二号弹性轨道9的弯曲程度;
步骤5,观察探伤仪主体1的显示屏上的回波信号,判断是否存在缺陷,并记录缺陷位置和特征;
步骤6,根据检测标准和规范,对缺陷进行评定和分类;
步骤7,整理检测数据和结果,编写检测报告。
[0023]以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
说明书附图(10)






声明:
“高精度压力容器的焊缝无损检测设备及方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 786
编辑:北方有色网
来源:深圳华特容器股份有限公司
786
编辑:北方有色网
来源:深圳华特容器股份有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日