权利要求书: 1.一种基于全自动测量系统分析量具的用于激光在线测厚仪的检验方法,其特征在于:全自动测量系统分析量具包括安装在激光在线测厚仪上的夹具组,所述夹具组为标准厚度量块夹具组,标准厚度量块夹具组上安装不少于4张不同厚度的标准厚度量块,所述的标准厚度量块夹具组设置有两副,两副标准厚度量块夹具组分别安装在激光在线测厚仪的量域两端,所述的夹具组与激光在线测厚仪之间设置有微型水平尺可调装置,通过微型水平尺可调装置调节夹具组上标准量块与测厚仪测量平面一致,其中,夹具组包括安装在激光在线测厚仪上的支架一,安装在支架一上的支架二,支架一与支架二之间为通过固定旋转轴转动连接,同时支架一与支架二之间通过角度微调螺栓连接,支架二上设置微型水平仪,标准厚度量块固定在支架二上,角度微调螺栓和微型水平仪构成整个微型水平尺可调装置,所述的夹具组上还设置有自动清吹装置,通过自动清吹装置能够在开始自动检验过程前自动清洁标准量块表面,用于激光在线测厚仪的检验方法的步骤为:(1)检测数据采集:检测数据包括量域两端的标准厚度量块的厚度数据,量域的两端分别被配置至少两个厚度不同的标准厚度量块;
(2)检测数据分析:计算检测数据的拟合回归方程,获得常量和斜率并回归方程式,通过回归方程式计算得出标准差和R?sq,其中,R?sq是测定系数,用于检查拟合线能否很好地为数据建模,根据步骤(2),常量和斜率的计算公式为:回归线的斜率:
回归线的截距:
其中,a为斜率,b为截距,xi为标准厚度量块厚度i的参考值,为所有标准厚度量块厚度的平均参考值,yij为第i个标准厚度量块的第j个测量厚度的偏倚,g为标准厚度量块数,mi为第i个标准厚度量块的仿行数, 为整个标准厚度量块厚度偏倚均值;
(3)生成检测结果:根据标准差和R?sq得出线性分析结果、偏倚分析结果和稳定性分析结果。
2.根据权利要求1所述的一种用于激光在线测厚仪的检验方法,其特征在于:根据步骤(2),标准差和R?sq的计算公式为:yi=b+axi;
其中,yi为第i个标准厚度量块拟合响应。
说明书: 一种用于激光在线测厚仪的检验方法技术领域[0001] 本发明涉及激光测距技术领域,具体领域为一种用于激光在线测厚仪的检验方法。
背景技术[0002] 激光在线测厚仪是一种无辐射危害、高精度的板/带/箔材料生产线自动厚度测量和质量监控仪器。近一二十年在世界范围应用发展迅速,已成为自动厚度测量设备仪器的
一个大门类。激光在线测厚技术建立在上世纪末兴起的光电像素测量技术基础上,实现材
料厚度测微精度跨越式提升;同时无辐射危害的光学测量方法替代传统工业中有危害射线
类测厚仪,从而在环境安全和测量精度两方面基础性意义卓著。
[0003] 目前激光在线测厚仪基本是采用横向梁臂安装上下两只激光位移
传感器,传感器检测梁臂中间被测材料表面上下位移差得到厚度测量的方法。可以实现宽度量程(测量区
域)内对被测材料进行扫描式和定点式测量,精度分辨可以达到0.1微米级。
[0004] 激光在线测厚仪发展历史不长,目前国内还没有制定如射线测厚仪那样国家标准,特别是在最基础的仪器精度检验中没有一种无人为参与、全自动运行,并符合测量系统
分析量具检验分析的方法。由此带来的技术缺陷和不足如下:
[0005] 1、由于精度检验过程繁杂且人为误差因素影响,实际使用中往往采用某一项易于操作的检验测试结果代替量具精度指标使用,导致生产线正常使用时存在测量值偏离风
险。:
[0006] 例如,测量系统分析对量具精度定义理论上包含偏倚(Bias)、线性(Linearity)、稳定性(Stability)、重复性(Repeatability)和再现性(Reproducibility)(后两项亦称
GR&R)等5项含义。由于没有实现使用同一检验装置和同一方法同步完成上述5类精度的分
析,笼统使用易于检验的重复性测试精度指标代替精度定义,使得激光在线测厚仪计量精
度的科学评判依据和标准不能统一,测量精度缺少置信。
[0007] 2、目前激光在线测厚仪检验过程采用标准量块+人工取样测量的方式,存在不能保证同一手法取样测量,不能同一测量线点取样,不能同一时效取样等非一致性检验缺陷,
且效率低下,检验操作性差:
[0008] 例如,如果按照测量系统分析定义要完成激光在线测厚仪Bias、Linearity、和GR&R的量具分析,以往需要人工更换安装不同标准厚度量块和手工测量相交叉的取样方式。这
个过程存在人为非系统性误差风险,无法保证检验的一致性条件。同时人工的检验手法效
率低,费时费力不能快速开展和完成,产线使用受到非常大限制和抵触。
发明内容[0009] 本发明的目的在于提供一种用于激光在线测厚仪的全自动测量系统分析量具及其检验方法,以解决现有技术中精度检验过程繁杂、存在测量值偏离风险、且效率低下、检
验操作性差的问题。
[0010] 为实现上述目的,本发明提供如下技术方案:一种用于激光在线测厚仪的全自动测量系统分析量具,包括安装在激光在线测厚仪上的夹具组,所述夹具组为标准厚度量块
夹具组,标准厚度量块夹具组上安装不少于4张不同厚度的标准厚度量块。
[0011] 优选的,所述的标准厚度量块夹具组设置有两副,两副标准厚度量块夹具组分别安装在激光在线测厚仪的量域两端。
[0012] 优选的,所述的夹具组与激光在线测厚仪之间设置有微型水平尺可调装置,通过微型水平尺可调装置调节夹具组上标准量块与测厚仪测量平面一致。
[0013] 优选的,所述的夹具组上还设置有自动清吹装置,通过自动清吹装置能够在开始自动检验过程前自动清洁标准量块表面。
[0014] 为实现上述目的,本发明还提供如下技术方案:一种用于激光在线测厚仪的检验方法,其步骤为:
[0015] (1)检测数据采集:检测数据包括量域两端的标准厚度量块的厚度数据,量域的两端分别被配置至少两个厚度不同的标准厚度量块;
[0016] (2)检测数据分析:计算检测数据的拟合回归方程,获得常量和斜率并回归方程式,通过回归方程式计算得出标准差和R?sq,其中,R?sq是测定系数,用于检查拟合线能否
很好地为数据建模;
[0017] (3)生成检测结果:根据标准差和R?sq得出线性分析结果、偏倚分析结果和稳定性分析结果。
[0018] 优选的,根据步骤(2),常量和斜率的计算公式为:[0019] 回归线的斜率:[0020] 回归线的截距:[0021] 其中,a为斜率,b为截距,xi为标准厚度量块厚度i的参考值, 为所有标准厚度量块厚度的平均参考值,yij为第i个标准厚度量块的第j个测量厚度的偏倚,g为标准厚度量块
数,mi为第i个标准厚度量块的仿行数, 为整个标准厚度量块厚度偏倚均值。
[0022] 优选的,根据步骤(2),标准差和R?sq的计算公式为:[0023] yi=b+axi;[0024][0025][0026] 其中,yi为第i个标准厚度量块拟合响应。[0027] 为实现上述目的,本发明还提供如下技术方案:一种用于激光在线测厚仪的全自动测量系统分析量具的检验方法,其步骤为:
[0028] (1)系统按照设定次数自动扫描被测极片,并将扫描厚度测量域分为若干个区,即为厚度分区;
[0029] (2)将扫描得到的厚度数据进行交叉量具R&R分析研究;[0030] (3)自动生成并保存检验结果和评测报告。。[0031] 优选的,其特征在于:偏倚和线性的具体计算过程包括:[0032] (1)多次采集每个标准厚度量块的厚度数据输入;[0033] (2)计算输入数据的拟合回归方程;[0034] (3)获得常量和斜率(回归方程式);[0035] (4)通过回归方程式计算得出标准差和R?sq。[0036] 优选的,其特征在于:重复性和再现性的具体计算过程包括:[0037] (1)将被测量的极片厚度数据输入;[0038] (2)获得包含作用的双因子方差分析表;[0039] (3)判断P值是否小于设定值,如果交互作用P值小于设定值,则生成使用不包含交互作用的双因子方差分析表;如果P值大于设定值,则生成使用包含交互作用的双因子方差
分析表;
[0040] (4)通过对应方差分析表计算量具GR&R方差分量和量具评估。[0041] 与现有技术相比,本发明的有益效果是:能够在线快速的按照测量系统分析评测标准和方法完成,保证计量精度检验一致性和标准性。使激光在线测厚仪的精度检验和使
用得到关键性进步;
[0042] 为激光在线测厚仪提供一套永备安装和可调整、清洁的多张标准厚度量块检验专用夹具组(通常为两副,激光在线测厚仪量域两端各安装一,也可安装在同一侧),实现测厚
仪偏倚(Bias)、线性(Linearity)和稳定性(Stability)检验过程中计量精度标准传递一
致,杜绝人为非系统误差,同时保证自动检验过程在产线实施可以无差别快速进行;
[0043] 提供一套激光在线测厚仪测量系统分析量具分析全自动运行和检验程序,实现测厚仪自动运行精度检验过程、自动采集检验测量数据、自动完成测量系统分析分析所需统
计计算、自动生成精度评测结果报告,实现“一键式”操作完成测厚仪精度检验并给出计量
精度评测结果报告;
[0044] 完全消除了人工取样测量数据,根本性进步了激光在线测厚仪计量精度检验过程中保证同一手法、同一测量线点、同一时效取样等一致性的方法,这使得激光在线测厚仪可
以完成同一标准的计量精度检测和评价,实现了生产线量具使用可靠性的关键进步。
附图说明[0045] 图1为本发明的激光在线测厚仪的左视图;[0046] 图2为本发明的激光在线测厚仪的主视图;[0047] 图3为本发明的激光在线测厚仪的俯视图;[0048] 图4为本发明的夹具组主视图;[0049] 图5为本发明的夹具组俯视图;[0050] 图6为本发明的测量系统分析偏倚示意图;[0051] 图7为本发明的测量系统分析线性示意图;[0052] 图8为本发明的测量系统分析稳定性示意图;[0053] 图9为本发明的测量系统分析重复性示意图;[0054] 图10为本发明的测量系统分析再现性示意图;[0055] 图11为本发明的三个人员对十个部件分别测量三次的扫描示意图;[0056] 图12为本发明的激光在线测厚仪全自动测量系统分析量具偏倚和线性检验“一键式”运行流程图;
[0057] 图13为本发明的激光在线测厚仪全自动测量系统分析量具偏倚和线性具体步骤流程图;
[0058] 图14为本发明的激光在线测厚仪全自动测量系统分析量具重复性和再现性检验“一键式”运行流程图;
[0059] 图15为本发明的激光在线测厚仪全自动测量系统分析量具重复性和再现性具体步骤流程图。
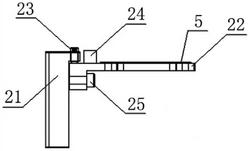
[0060] 图中:1.位移传感器;2.夹具组;21.支架一;22.支架二;23.角度微调螺栓;24.微型水平仪;25.固定旋转轴;3.测量面;4.过辊;5.标准厚度量块;6.自动清吹装置。
具体实施方式[0061] 下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
[0062] 请参阅图1至5,本发明提供一种技术方案:一种用于激光在线测厚仪的全自动测量系统分析量具,包括安装在激光在线测厚仪上的夹具组2,所述夹具组2为标准厚度量块
夹具组2,标准厚度量块夹具组2上安装不少于4张不同厚度的标准厚度量块。
[0063] 所述的标准厚度量块夹具组2设置有两副,两副标准厚度量块夹具组2分别安装在激光在线测厚仪的量域两端或者夹具组安装在激光在线测厚仪量域的一端。
[0064] 所述的夹具组2与激光在线测厚仪之间设置有微型水平尺可调装置,通过微型水平尺可调装置调节夹具组2上标准量块与测厚仪测量平面一致。
[0065] 所述的夹具组2上还设置有自动清吹装置,通过自动清吹装置能够在开始自动检验过程前自动清洁标准量块表面。
[0066] 通过上述技术方案,如图1至3所示,依次为激光在线测厚仪的左视图、主视图和俯视图,附图标号为:1.位移传感器;2.夹具组;3.测量面;4.过辊;5.标准厚度量块;6.自动清
吹装置。
[0067] 位移传感器1呈上下设置在两个过辊之间,激光在线测厚仪的量域两端分别安装夹具组2,每个夹具组2对应设置自动清吹装置,标准厚度量块5安装在夹具组2上;
[0068] 如图4至5所示,依次为夹具组2的主视图和俯视图,附图标号为:21.支架一;22.支架二;23.角度微调螺栓;24.微型水平仪;25.固定旋转轴。
[0069] 夹具组2包括安装在激光在线测厚仪上的支架一21,安装在支架一21上的支架二22,支架一21与支架二22之间为通过固定旋转轴25转动连接,同时支架一21与支架二22之
间通过角度微调螺栓23连接,支架二22上设置微型水平仪24,标准厚度量块5固定在支架二
22上,上述的角度微调螺栓23和微型水平仪24构成整个微型水平尺可调装置。
[0070] 测量系统分析中的术语很多,下面只介绍本发明中涉及到的概念,测量系统分析的五性:偏倚、线性、稳定性、重复性和再现性(合称R&R或GRR)。
[0071] 偏倚:观测测量平均值和基准值之间的偏差,又叫做正确性,偏倚是针对同一零件上的同一个特性而言,参见图6。
[0072] 线性:在量具预期的工作范围内,偏倚值的差值,参见图7。[0073] 稳定性:同样的特性在不同时间点用同样的测量工具结果平均值的差异,参见图8。
[0074] 重复性:同样人使用同样部件、同样特性、同样机器反复测定得到的测量值之间的分布,参见图9。
[0075] 再现性:测量同一特性时,互相不同的人使用同样的机器得到的测量值之间的平均差,参见图10。
[0076] 一种用于激光在线测厚仪的检验方法,其步骤为:[0077] (1)检测数据采集:检测数据包括量域两端的标准厚度量块的厚度数据,量域的两端分别被配置至少两个厚度不同的标准厚度量块;
[0078] (2)检测数据分析:计算检测数据的拟合回归方程,获得常量和斜率并回归方程式,通过回归方程式计算得出标准差和R?sq;
[0079] (3)生成检测结果:根据标准差和R?sq得出线性分析结果、偏倚分析结果和稳定性分析结果。
[0080] 根据步骤(2),常量和斜率的计算公式为:[0081] 回归线的斜率:[0082] 回归线的截距:[0083] 其中,a为斜率,b为截距,xi为标准厚度量块厚度i的参考值, 为所有标准厚度量块厚度的平均参考值,yij为第i个标准厚度量块的第j个测量厚度的偏倚,g为标准厚度量块
数,mi为第i个标准厚度量块的仿行数, 为整个标准厚度量块厚度偏倚均值。
[0084] 根据步骤(2),标准差和R?sq的计算公式为:[0085] yi=b+axi;[0086][0087][0088] 其中,yi为第i个标准厚度量块拟合响应。[0089] R?sq(R2)是测定系数,用于检查拟合线能否很好地为数据建模,R平方(R2)标示偏倚的变异部分,依据偏倚和参考值之间的线性关系进行解释。
[0090] 一种用于激光在线测厚仪的全自动测量系统分析量具的检验方法,其步骤为:[0091] (1)系统按照设定次数自动扫描被测极片,并将扫描厚度测量域分为若干个区,即为厚度分区;
[0092] (2)将扫描得到的厚度数据进行交叉量具R&R分析研究;[0093] (3)自动生成并保存检验结果和评测报告。。[0094] 偏倚和线性的具体计算过程包括:[0095] (1)多次采集每个标准厚度量块的厚度数据输入;[0096] (2)计算输入数据的拟合回归方程;[0097] (3)获得常量和斜率(回归方程式);[0098] (4)通过回归方程式计算得出标准差和R?sq。[0099] 重复性和再现性的具体计算过程包括:[0100] (1)将被测量的极片厚度数据输入;[0101] (2)获得包含作用的双因子方差分析表;[0102] (3)判断P值是否小于设定值,如果交互作用P值小于设定值,则生成使用不包含交互作用的双因子方差分析表;如果P值大于设定值,则生成使用包含交互作用的双因子方差
分析表;
[0103] (4)通过对应方差分析表计算量具GR&R方差分量和量具评估。[0104] 通过上述技术方案,让激光在线测厚仪按照自动设定自主依次测量安装在标准厚度量块夹具组上的标准厚度量块,在本实施例中采用四块标准厚度量块,包括标准厚度量
块A、标准厚度量块B、标准厚度量块C和标准厚度量块D,采集激光测量的厚度数据和标准厚
度量块的厚度数据自动导入测量系统分析分析计算方程进行计算,根据最终的计算结果判
定当前激光在线测厚仪的当前偏倚和线性指标,且自动导出和保存检验报告。具体运行程
序结构参见图12。
[0105] 激光在线测厚仪测量系统分析量具偏倚和线性检验运行具体步骤如下:[0106] (1)激光器采集标准厚度量块A的厚度数据输入,采集次数可设定;[0107] (2)激光器采集标准厚度量块B的厚度数据输入,采集次数可设定;[0108] (3)激光器采集标准厚度量块C的厚度数据输入,采集次数可设定;[0109] (4)激光器采集标准厚度量块D的厚度数据输入,采集次数可设定;[0110] (5)通过采集到的数据,进行量具线性和偏倚分析;[0111] (6)自动生成并保存评测报告;[0112] 激光在线测厚仪全自动测量系统分析量具偏倚和线性分析的具体计算过程如下,参见图13:
[0113] Ⅰ、多次采集标准厚度量块A、B、C和D的厚度,厚度数据输入;[0114] Ⅱ、计算输入数据的拟合回归方程;[0115] Ⅲ、获得回归方程式;[0116] 回归线的斜率:[0117] 回归线的截距:[0118] 其中,a为斜率,b为截距,xi为标准厚度量块厚度i的参考值, 为所有标准厚度量块厚度的平均参考值,yij为第i个标准厚度量块的第j个测量厚度的偏倚,g为标准厚度量块
数,mi为第i个标准厚度量块的仿行数(实验时的复制次数,在同一实验条件下的多次执行
被视为单独运行,称之为仿行,一般默认为1), 为整个标准厚度量块厚度偏倚均值。
[0119] Ⅳ、通过回归方程计算得出标准差(S)和R?sq,标准差(S)和R?sq是判定激光在线测厚仪线性和偏倚的重要参数。
[0120][0121][0122] 其中,yi为第i个标准厚度量块拟合响应;[0123] 计算得到的R?sq值与公司内部提供的一个标准值作比较,如果计算得到的R?sq小于公司内部提供的标准值,则可以判定激光在线测厚仪量具不合格。
[0124] 激光在线测厚仪测量系统分析量具重复性和再现性检验运行程序,激光在线测厚仪按照设定,自动测量安装在测量域内的静止的被测材料样片,重复采集设定组数的厚度
数据,并将这些数据按照测量系统分析量具分析方程进行计算,计算所得结果判定激光在
线测厚仪当前的重复性和再现性指标,且自动导出和保存检验报告。
[0125] 在进行测量系统分析量具重复性和再现性检验程序中,本发明实施例中采用的方法为三三十,三三十的具体使用原则为,由三个人员对十个部件分别测量三次,在本发明的
实施例中是把被测极片分成十个分区,假定为十个部件,分别由激光在线在线测厚仪扫描
九次,把第一次扫描、第二次扫描和第三次扫描假定为A操作员,把第四次扫描、第五次扫描
和第六次扫描假定为B操作员,把第七次扫描、第八次扫描和第九次扫描假定为C操作员,即
相当于三个操作员对十个部件进行三次测量,扫描图示参见图11。
[0126] 在下面的具体计算中将要用到的概念:[0127] 厚度分区:即将被测极片的宽度分为几个分区,在该实施例中,被测极片在宽度范围内被分为十个分区;
[0128] 厚度测量组:看为每个不同操作人员对部件的三次测量的数据组,在本实施例中可以理解为每三次扫描的十个分区的所有数据;
[0129] 厚度重复性:看为同一个操作员多次测量同一部件时产生的测量变异,在本实施例中可以理解为每三次扫描中相同分区值的变异性。
[0130] 厚度分区*厚度测量组:类似为部件*操作员,测量过程中由于操作员和部件的不同组合而产生的变异性,在本实施例中可以理解为每一次扫描和不同分区值的变异性。
[0131] 激光在线测厚仪测量系统分析量具重复性和再现性检验运行具体步骤如下,参见图14:
[0132] (1)系统按照设定次数自动扫描被测极片,并将扫描厚度测量域分为若干个区,即为厚度分区;
[0133] (2)将扫描得到的厚度数据进行交叉量具R&R分析研究;[0134] (3)自动生成并保存检验结果和评测报告。[0135] 激光在线测厚仪全自动测量系统分析量具重复性和再现性分析具体计算过程如下,参见图15:
[0136] I、将客户产品的被测极片的测量厚度数据输入;[0137] II、获得包含作用的双因子方差分析表;[0138] ①首先计算平方和(SS):[0139][0140][0141][0142][0143] SS厚度重复性=SS合计?SS厚度分区?SS厚度测量组[0144] SS厚度分区*厚度测量组=SS合计?(SS厚度分区+SS厚度测量组+SS厚度重复性)[0145] 其中,h为厚度分区数,f为厚度测量组数,n为重复数, 为每一个厚度分区均值,为厚度总均值, 为每一个厚度测量组的均值,xijk为每一个厚度分区值, 为每一个因
子水平的均值;
[0146] ②其次计算自由度(DF),计算某一个统计量时,取值不受限制的变量个数:[0147] DF厚度分区=h?1[0148] DF厚度测量组=f?1[0149] DF厚度重复性=fh*(n?1)[0150] DF合计=fhn?1[0151] DF厚度分区*厚度测量组=(f?1)*(h?1)[0152] 其中,h为厚度分区数,f为厚度测量组数,n为仿行数;[0153] ③再其次计算均方(MS):[0154][0155][0156][0157][0158] ④最后计算F统计量:[0159][0160][0161][0162] III、通过自由度(DF和F统计量求得一个概率值P,并判断P值是否小于0.05(可以自由设定),如果交互作用P值小于0.05,则需要生成并使用不包含交互作用的双因子方差
分析表;如果交互作用P值大于0.05,则需要生成并使用包含交互作用的双因子方差分析
表。
[0163] ①厚度分区*厚度测量组的交互作用包含在方差分析模型中,则方差分量通过以下公式计算得出:
[0164] 厚度重复性=MS厚度重复性[0165][0166][0167][0168] 厚度再现性=厚度测量组+厚度分区*厚度测量组[0169] 合计量具GR&R=厚度重复性+厚度再现性[0170] ②厚度分区*厚度测量组的交互作用不包含在方差分析模型中,则方差分量通过以下公式计算得出:
[0171] 厚度重复性=MS厚度重复性[0172][0173][0174] 厚度再现性=厚度测量组[0175] 合计量具GR&R=厚度重复性+厚度再现性[0176] 总变异=合计量具GR&R+厚度分区[0177] 其中,h为厚度分区数,f为厚度测量组数,n为仿行数;[0178] I、通过对应方差分析表计算量具GR&R方差分量和量具评估。[0179] 尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
声明:
“用于激光在线测厚仪的检验方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 668
编辑:管理员
来源:常州奥瑞克精密测量系统有限公司
668
编辑:管理员
来源:常州奥瑞克精密测量系统有限公司



 咨询细节
咨询细节














































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















