全部
▼
热搜:

 990
990
 0
0
本发明公开了一种60~120mm改良的耐候结构钢S355K2W厚板及其生产方法。该耐候结构钢S355K2W厚板包含如下质量百分比的化学成分:C:0.08~0.15、Si:0.20~0.45、Mn:1.20~1.45、P≤0.018、S≤0.007、Als:0.015~0.050、Nb+V+Ti≤0.15%、Cr:0.45~0.70%、Cu:0.30~0.50%、其它为Fe和残留元素;其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24—60小时、推钢式加热炉、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、精整、外检、探伤、入库。本发明的有益效果在于:与传统的S355K2W碳当量不变的情况下,通过TMCP轧制和钢板堆垛缓冷方式,确保了钢板性能达到国家标准要求;同时简化生产工艺、取消了热处理流程,降低生产能耗,大大降低了生产成本。
 1202
0
1202
0
本发明公开了一种低合金Q345D-Z25中厚钢板及其生产工艺,该低合金Q345D-Z25中厚钢板包含如下质量百分比的化学成分(单位,wt%):C:0.13~0.18、Si:0.20~0.45、Mn:1.30~1.60、P≤0.018、S≤0.007、Als:0.015~0.050、其它为Fe和残留元素。本发明采用的工艺流程为:优质铁水、KR铁水预处理、顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷、加热炉、轧制、ACC层流冷却、热矫直机、堆冷、精整、外检、探伤、入库,本发明的有益效果在于:与传统的Q345D-Z25相比,在碳当量不变的情况下,不添加Nb、Ti等贵重合金,保证Q345D-Z25各项性能指标达到国家标准要求,大大降低了生产成本。?
 1047
0
1047
0
本发明公开了一种150mm厚高强度低合金结构钢A633GrD钢板及其生产方法,该钢板包含如下质量百分比的化学成分:C:0.11~0.13、Si:0.20~0.45、Mn:1.45~1.50、P≤0.012、S≤0.003、Nb:0.20~0.25、Als:0.015~0.030、Ti:0.030-0.040,其它为Fe和残留元素。其生产工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24—60小时、推钢式加热炉、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、热处理、精整、外检、探伤、入库。本发明的有益效果在于:通过在C、Mn钢基本成分添加Nb、Ti微合金以及正火气雾冷却热处理工艺确保了钢板性能达到国家标准要求,同时减少了合金使用量,降低生产成本。
 923
0
923
0
本发明公开了一种点蚀坑试样的制备方法,技术方案是,将带有点蚀坑的试样干燥后,放入封装模具底部,倒入液态填充物并填满封装模具后,待液态填充物冷却凝固后,进行切割,将切割截面打磨后冲洗、干燥制备完成。与现有技术相比,本发明采用多重技术手段,有效解决了点蚀坑截面制样过程中产物流失和杂质污染这一重要问题,可以最大程度的保证点蚀坑内部形貌和物理化学成分的真实性和可靠性,对于研究各种材料的点蚀行为和耐蚀性能具有极大的帮助。经检验,采用本发明制备的点蚀坑截面试样在喷金或喷碳后可以在扫描电镜下观察到极难得到的点蚀坑截面形貌。

本发明公开了一种采取氩站上钢生产Q235B80-100mm规格保探伤钢板的方法,所述生产该规格钢板化学成分按质量百分比为:C:0.10~0.19%,Si:0.15~0.30%,Mn:0.50~0.80%,P≤0.023%,S≤0.015%,Als≤0.020%,N≤0.005%。本发明使用250mm厚度连铸坯生产的,其生产工艺流程为:铁水脱硫、120t顶底复吹转炉、氩站吹氩精炼、连铸、铸坯保温缓冷、钢板轧后保温堆冷、精整、检验、入库。与现有技术相比,本发明采取氩站上钢生产保探伤钢板,取消了常规LF精炼生产,缩短了生产流程及降低了吨钢成本;同时采取250mm厚度断面生产,与常规采取厚度>250mm断面或模铸锭生产相比,提高了生产节奏,大大降低了生产成本。
 1230
0
1230
0
本发明公开了一种特厚临氢15CrMoR钢板及其生产方法,所述钢板由以下元素组成:C 0.12-0.17%、Si≤0.20%、Mn0.40-0.70%、P≤0.008%、S≤0.003、Ni0.14-0.18%、Cr0.80-1.20%,Cu≤0.10%、Mo0.45-0.60、Al0.025-0.050%,As≤0.016%、Sn≤0.008%、Sb≤0.003%其余为Fe和不可避免的杂质。该生产方法包括:转炉冶炼、LF精炼、真空精炼、浇注、加热、轧制、控冷、缓冷、热处理等工艺步骤;本发明通过Cr-Mo为基本的合金元素对钢板化学成分设计,通过转炉炼钢-LF炉精炼-VD炉真空脱气-轧板-探伤-正火-回火-钢板精整-性能检验工艺路线,通过控轧控冷、正火+回火热处理使钢的晶粒度达到8.0以上,组织为回火索氏体,通过上述等措施的有效实施,成功地生产出了120mm~150mm临氢用钢板抗氢蚀能力优良,具有较高的强度和良好的韧性,焊接性能良好。
 833
0
833
0
垃圾无害化、资源化治理的一种方法本发明提出了一种把城市和农村的垃圾在完全真空和恒温的条件下实现连续干燥、干馏和催化、重整的生物质热化学转换的设备和方法,从而在首先实现了垃圾的高温“无害化”干燥、消毒并杀死了垃圾中的一切病菌、害虫的条件下,再把垃圾中的有机质材料,通过干馏、催化、重整的方法,全部转换成为固态的生物质半焦(SC)、气态的非冷凝燃气(IG)和液态的生化燃油(LBF)等三种生物质新能源产品,把垃圾中的无机质材料经过分检,按照它们各自的用途,分门别类的进行资源回收利用,从而实现城市和农村垃圾的彻底“无害化、资源化”治理。
 1086
0
1086
0
一种用酿制法从粮食及药材中提取有效成分制备中成药的方法,其特征在于:其方法是将物料→粉碎(药材先破碎)→混料→蒸料→冷却→发酵→浸泡→淋出→灭菌→过滤→检验;将发酵过程中所形成的酒精和醋酸,及发酵过程产生的一系列物理化学反应后,其所产生的营养和药物成分与10%的优质蜂蜜和阿拉伯胶混合。利用酿制技术富集五谷杂粮中营养要素和植物药材中有效成分,解除慢性疾病患者的痛苦;消除环境污染及营养不均衡给人体造成伤害的诸多因素;增强免疫系统功能,提高生命活力。
 1022
0
1022
0
本发明提供一种释放哈氏肿腿蜂生物防治柳树光肩星天牛的方法,所述的方法是放蜂前调查:逐株检查危害树,并做标记;当天牛初孵幼虫为一龄盛期时,开始人工释放哈氏肿腿蜂成虫;放蜂时间在6月中旬―7月上中旬,释放哈氏肿腿蜂时日均温度应在25℃左右,应在上午10时前和下午5时后进行;放蜂量为蜂∶虫=1~7∶1;用胶带将装有释放哈氏肿腿蜂的玻璃管粘在危害树离地面1m高的树干背光面,拔掉棉花塞,让蜂自行爬出。本发明与化学农药防治方法相比,彻底解决环境污染问题;经济效益可提高80%以上;连续三年释放可使危害柳树的光肩星天牛得到有效控制。
 1190
0
1190
0
本发明提供一种释放哈氏肿腿蜂生物防治杨树星天牛的方法,它是利用人工释放哈氏肿腿蜂进行生物防治,来实现控制危害杨树的星天牛的方法;所述的方法是放蜂前调查:逐株检查危害树,并做标记;当天牛初孵幼虫为一龄盛期时,开始人工释放哈氏肿腿蜂成虫;放蜂时间在6月中旬―7月上中旬,释放哈氏肿腿蜂时日均温度应在25℃左右,应在上午10时前和下午5时后进行;放蜂量为蜂∶虫=1~7∶1;用胶带将装有释放哈氏肿腿蜂的玻璃管粘在危害树离地面1m高的树干背光面,拔掉棉花塞,让蜂自行爬出。本发明与化学农药防治方法相比,彻底解决环境污染问题;连续三年释放可使危害杨树的星天牛得到有效控制;经济效益可提高80%以上。
 1040
0
1040
0
本发明公开了一种提升芳纶面料防酸碱穿透时间的方法,具体步骤为:首先配制防酸碱工作液;然后将芳纶面料浸轧配好的防酸碱工作液,于100‑120℃拉幅烘干,再于170‑180℃焙烘1min,预缩,检验包装。本发明基本满足了防酸碱服装穿透时间一级标准的要求,实施过程方便简单,不需要专门的设备,在一般的印染工厂都可以生产,从而使芳纶这个高性能纤维面料更好地被使用,特别是在一些易燃易爆和长期与化学物质接触的场所,能够对劳动者起到更好的保护作用。
 1116
0
1116
0
本发明公开了一种60~100mm厚耐火耐候特厚高层建筑钢板及其生产方法,其包括采用如下化学成分:C、Si、Mn、P、S、Als、Nb、V、Cr、Mo、Ni、Cu及Ti,其它为Fe和残留元素,其生产方法包括:KR铁水预处理、120吨顶底复吹转炉、LF炉精炼、真空脱气处理、连铸堆冷24~60小时、连铸加热‑轧制‑堆冷、精整、外检、探伤、入库。通过上述技术方案,本发明获得的钢板屈强比≤0.83,断后伸长率分别≥20%,600℃下3h其屈服强度高于室温屈服强度的2/3,抗层状撕裂性能Z≥35%,耐候系数I≥6.0,能够保Ⅰ级探伤、保耐火耐候性能,为高层建筑技术的进一步发展提供基本材料。
 1116
0
1116
0
本发明公开了一种高精度异型砂轮的复合镀制造方法,包括以下步骤:基体及磨料的准备、磨料的镀前处理、电镀液的配制、基体镀前处理和预镀、模腔植砂、化学镀的加厚、镀后的钝化处理、检验和包装。本发明的优点:复合镀砂轮具有高度仿形的特性,磨料成型面一致性可达95%以上;电镀固结磨料后等高性强,能够使磨料最大限度的同时参与磨削,提高了加工效率;保形性好,在连续的磨削状态下砂轮曲面形状几乎不发生变化,从而保证了砂轮的磨削效率与加工精度,极大的延长了砂轮的使用寿命。
 981
0
981
0
本发明属于液体肥料领域,具体涉及一种清液型有机高氮肥,由以下重量份原料组成:纯水11‑16.5份,尿素26.5‑27.5份,硝酸铵33.5‑35.5份,有机酸0.5‑0.65份,85%磷酸0.5‑0.65份,聚合醇22‑24份,氢氧化钾0.5‑0.7份。本发明还公开了该高氮肥的制备方法,包括以下步骤:(1)取纯水加入反应釜中,开启搅拌器,缓慢加入氢氧化钾和有机酸,搅拌至两者反应完全;(2)取尿素和聚合醇加入反应釜中搅拌,随后加入硝酸铵继续搅拌,至无可见物质出现;(3)取85%磷酸加入反应釜中,打开反应釜加热设备,搅拌至反应完全,溶液体系达到稳定;(4)将反应釜中的物料静置至常温,过滤后进行抽检。本发明通过化学反应和物理混合的方式制备出了清液型有机高氮肥,产品养分全面、性状稳定、肥效显著。
 1025
0
1025
0
一种滑动水口机构滑轨的加工成型方法,其技术方案要点是:将原材料按照使用要求,锯割成坯料;再加温、锻造;现将锻造好的方钢坯料进行加工,在坯料上开钻有螺纹孔;处理后的坯料加温,工件出炉后冷却,再进行淬火,对热处理后的工件进行外形尺寸、变形量、热处理硬度的检验,不符合工艺要求的筛除,合格的工件进入下道工序;对工件上平面进行精磨加工,最终尺寸确保符合图纸16+0.1mm要求,完成后放置,等待下一步加工工序;利用退磁器,将精磨后的滑轨进行退磁处理;利用气体渗氮化学处理方式,进行处理,对工件的飞边毛刺打磨,完成全部加工。本发明优化了材质、加工工艺,本发明不但提高了生产效率,也节省的一部分劳动力,也降低了一部分成本。
 1073
0
1073
0
本发明公开了一种采用不添加微合金元素生产低合金Q345D-Z35中厚钢板及其生产工艺。该钢板包含如下质量百分比的化学成分(单位,wt%):C:0.10~0.18、Si:0.20~0.45、Mn:1.20~1.60、P≤0.018、S≤0.005、Als:0.015~0.050、其它为Fe和残留元素;本发明采取的生产方法包括以下步骤:优质铁水、KR铁水预处理、顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷、加热炉、轧制、ACC层流冷却、热矫直机、堆冷、精整、外检、探伤、入库;本发明的有益效果在于:与传统的Q345D-Z35相比,在碳当量不变的情况下,不添加Nb、Ti等贵重合金,保证Q345D-Z35各项性能指标达到国家标准要求,大大降低了生产成本。
 1075
0
1075
0
本发明公开了培养基制备技术领域的一种公共卫生场所空气采样中和培养基,该种公共卫生场所空气采样中和培养基的制备方法步骤如下:S1:选取材料;S2:过滤、溶解;S3:调整pH;S4:过滤澄清;S5:分装;S6:灭菌;S7:检定和保存,中和剂中的卵磷脂可中和季铵化合物,吐温‑80可中和酚类化合物,硫代硫酸钠可中和具有氧化性的防腐剂如碘和氯,巯基乙酸钠可中和含汞防腐剂,对残留公共卫生场所空气消毒剂具有切实可靠的中和作用,能与残留公共卫生场所空气消毒剂发生化学反应,生成对实验微生物没有杀灭或抑制其生长的作用、对培养成分没有破坏作用、对物理性状没有影响的中和产物,对相应残留公共卫生场所空气消毒剂具有切实可靠的中和作用。
 1004
0
1004
0
本发明涉及大颗粒CBN制备方法,它包括以下步骤:步骤1):触媒制作:所述的触媒为LiCaN;步骤2):配料:按照重量份数配比,将8‑15份的LiCaN和85‑92份的HBN物料进行混合;步骤3):冷等静压:将上一步混合好的物料密封,并在冷等静压机上以290‑310Mpa的压力,等静压成型;步骤4):破碎过筛和压柱;步骤5):组装:将上一步形成的圆形棒料,装入叶腊石块机构中组成合成块;步骤6):高温高压合成;步骤7):化学处理;步骤8):烘干处理;步骤9):筛分;步骤10):检验;步骤11):包装入库;本发明具有转化率高、形成的颗粒大、使用寿命长、适于工业化生产、工艺简单的优点。
 801
0
801
0
本发明公开了一种新型合金结构钢20Cr钢板及其生产方法。该钢板包含如下质量百分比的化学成分:C:0.18~0.24、Si:0.17~0.37、Mn:0.50~0.80、P:≤0.020、S:≤0.015、Cr:0.70‑1.00,Als:≤0.050,其它为Fe和残留元素。上述钢板通过以下步骤制得:转炉冶炼、LF精炼、真空精炼、浇注、加热、正火轧制、ACC层流冷却,钢板缓冷、精整检验、入库等工艺控制。本发明与现有技术相比,采用优化的轧制工艺,两阶段轧制后经ACC层流冷却,然后将矫直的钢板快速下线高温堆冷,减少了传统工艺的正火和回火或调质过程,降低了生产成本,缩短了工艺流程。

本发明提供了一种极限厚度Cr-Mo系ASTM?A387?Gr22CL2压力容钢及其生产方法。所述Cr-Mo系ASTM?A387?Gr22CL2压力容器钢的化学成分及质量百分比如下(单位,wt%):C:0.08~0.16、Si:0.20~0.50、Mn:0.30~0.60、P:≤0.015、S:≤0.005、Als:0.020~0.060,Cr:2.0~2.5、Mo:0.9~1.1,其它为Fe和残留元素。本发明的生产方法包括在优质铁水、KR铁水预处理、120t顶底复吹转炉、Ar站吹氩、LF精炼、VD真空脱气、水冷模铸浇注、均热坑加热、3800mm轧机、ACC层流冷却、矫直、堆冷、热处理、精整、外观检验、探伤、入库。本发明的钢板采取48t水冷锭模浇注,可比常规铸铁锭模冷速凝固时间缩短1/3,且减少或避免了钢锭心部严重的疏松或偏析缺陷,改善钢板内部质量。
 936
0
936
0
本发明公开了一种65mmQ345GJCZ35钢板,包含如下质量百分比的化学成分(单位,wt%):C:0.09~0.18、Si:0.20~0.40、Mn:1.20~1.60、P:≤0.018、S:≤0.005、Ti:0.010-0.030、Nb:0.015~0.050、Als:0.015~0.050,其它为Fe和残留元素。由于本发明的工艺流程从获取优质铁水、KR铁水预处理、转炉冶炼、吹氩处理、LF精炼、VD精炼、连铸、加热、控轧控冷、堆冷、精整、外检、探伤到入库,并通过优化工艺流程,取消钢板的热处理工艺,形成了一套从成分设计、钢坯冶炼、钢板轧制的系统性生产方法,该方法既能保证最终性能的要求,又降低了成本,增加了巨大的经济效益。
 804
0
804
0
本发明公开了一种易焊接海洋平台用调质高强度钢板及其生产方法。该钢板是由以下重量百分比的化学成分组成:C≤0.18%,Si0.15%~0.35%,Mn0.95%~1.30%,P≤0.035%,S≤0.01%,Ni1.20~1.50%,Cr1.00~1.50%,Mo0.4~0.6%,Nb≤0.05%,V0.03~0.08%,Ti≤0.020%,B≤0.003%,Alt0.020%~0.085%,余量为Fe及不可避免的杂质。本发明钢板的厚度为60~100mm。该钢板由以下方法制备而成:冶炼→真空脱碳→LF炉精炼→浇铸→清理→加热→轧制→轧后水冷→调质→检验入库。本发明钢有优良的综合性能,用于工程机械上,冲击韧性由相当大的富裕量,可广泛用于工程支架等需要高强度钢板的项目,具有极大的应用前景。该钢轧制工艺简单,调质工艺范围广,易于操作,适合于炼钢厂生产。
 1108
0
1108
0
本发明公开了一种120mm规格以下SCMV4-2压力容器钢厚板及生产方法,其化学成分及质量百分比如下:C:0.08~0.16、Si:0.20~0.50、Mn:0.30~0.60、P:≤0.015、S:≤0.005、Als:0.020~0.060,Cr:2.0~2.5、Mo:0.9~1.1,其它为Fe和残留元素。本发明专利在优质铁水、KR铁水预处理、120t顶底复吹转炉、Ar站吹氩、LF精炼、VD真空脱气、连铸浇注、加热炉加热、3800mm轧机、ACC层流冷却、矫直、堆冷、热处理、精整、外观检验、探伤、入库工艺顺序下,本发明的钢板采取连铸400mm厚度连铸浇注,采用400mm厚度连铸坯生产,不仅可以保证压缩比,并且钢板内部质量也好;本发明具有以下优点:1、本发明的生产周期短;2、钢板内部质量好;3、生产成本低;4、高温性能好、富余量大。
 852
0
852
0
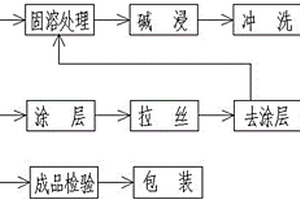
本发明公开了一种不锈钢丝生产工艺,将化学成分组成:Mn1.8%、Si0.3%、Ni9.0%、Cr18%、Mo0.3%、Cu3.5%、N0.03%、C0.025%、S≦0.01%、P≦0.04%,其余为Fe的钢丝依次进行热轧盘圆处理、固溶处理、碱浸、冲洗、三酸洗、涂层、拉丝、去涂层、中和、成品检验,最后包装成品不锈钢丝。本发明的有益效果是:本生产工艺生产的不锈钢丝具有高的耐蚀性能,良好的焊接性能,常温和低温下有很高的塑性和韧性,加工性能远优于其它类型不锈钢,无磁性或具有弱磁性。
 800
0
800
0
本发明介绍了一种大壁厚可焊接铸钢,其特征是其化学成分质量百分比为:C:0.07~0.12;Si:0.15~0.40;Mn:0.6~1.0;S≤0.015;P≤0.020;Ni:1.5~1.8;Cr≤0.30;Cu:0.8~1.2;余量为Fe和不可避免的杂质。本发明的铸钢,其300mm厚度当量试块进行性能检验,其1/4壁厚处性能满足屈服强度Rp0.2≥370MPa,抗拉强度Rm≥490MPa,断面收缩率A≥20%,延伸率Z≥40%,塑、韧性尤其低温冲击韧性优异,-40℃Kv2≥27J。同时具有优良的焊接性能,可实现铸件间拼焊,非常适用于船舶结构的建造。
 1256
0
1256
0
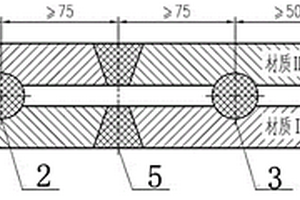
一种用于异种钢焊接工艺评定的弯曲试样成型方法,将异种钢试样两两组对、首尾掉头以使不同材质的钢材试样相近,控制适当的组对间隙,并采用氩弧焊或者焊条电弧焊或者气保焊焊接方法、与焊接接头化学成分接近的焊材点焊固定,焊后修磨各焊核或焊缝圆滑过渡至母材,形成组合弯曲试样控制焊缝轴线始终对准压辊中心,保证焊缝金属和热影响区位于受检弯曲弧段之内,从而解决异种钢弯曲试样焊缝轴线不对中或者偏离拉伸面弧顶轴线的难题,同时提高一次弯曲试验的成功率,简化试验步骤,免除长期困扰工艺评定制定者的烦恼。
 1205
0
1205
0
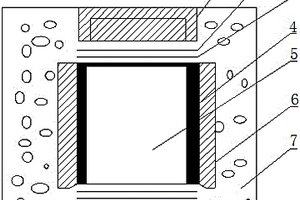
本发明涉及玻璃的制作领域,特指一种耐高压环保型玻璃暖气片 : SiO265.8%,Al2O310%,Fe2O30.6%,CaO8.5%,?MgO1.8%,Na2O12.8%,BaO0.5%,Cr2O30.1%,经1580℃熔化成符合成形质量要求的玻璃,采用机械成型技术,玻璃料滴供入暖气片雏形模→压制成料泡→料泡翻转至成形模→重热→成形模抽真空辅助成形→至冷却台→QC检验→清洗处理→化学钢化→保温冷却→包装,即成成品。采用该工艺制作的暖气片,机械强度高,而且充分运用玻璃的导热性能好,耐腐蚀的优点,完全能替代传统的铸铁和铝合金的暖气片。
 752
0
752
0
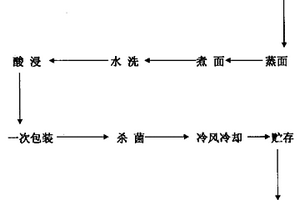
本发明公开了一种工业化生产含水量为50-70%热干面的方法,该方法不仅包括科学配比、一次包装、高温杀菌、冷却、贮存、检验和二次包装,还包括真空和面、压延、成型、蒸面、煮面、水洗、酸浸、高温灭菌等步骤。本发明配比科学、工艺流程合理、工业自动化程度高,应用本方法制得的产品外柔软光滑、内筋斗爽;且由于整个工艺流程中温度不超过100℃,所以没有异常的化学反应出现,营养成分不会受到破坏;又由于生物酶制剂的加入,保证了产品新鲜的口感和长久的保质期,该产品含有荞麦粉等保健食品,所以具有预防糖尿病、清火等功效。
 983
0
983
0
本发明公开了一种压力容器用低合金钢板15CrMoR及其生产方法,按照以下步骤来实现:铁水预处理、转炉冶炼、LF精炼、真空精炼、浇注、钢坯加热、正火轧制、ACC层流冷却,钢板缓冷、精整检验、入库等工艺控制。与现有技术相比,本发明采用上述技术方案,通过合理的化学成分设计,LF+VD工艺来保证钢质的洁净度,并通过加热、轧制及缓冷等工艺有效实施,成功地研制出了厚度≤100mm的压力容器用低合金钢板15CrMoR钢板,其屈服强度控制在320~400MPa,抗拉强度控制在480~575 MPa,伸长率控制在21%‑24%;V型冲击功控制在100~280J。
 1154
0
1154
0
本发明公开了一种热轧可焊接细晶粒结构钢板及其生产方法,热轧可焊接细晶粒结构钢板包含如下质量百分比的化学成分:C:0.10~0.15、Si:0.20~0.50、Mn:1.40~1.60、P:≤0.015、S:≤0.003、微合金化元素≤0.15、Als:≤0.050,其它为Fe和残留元素。其工艺流程为:优质铁水、KR铁水预处理、100/120吨顶底复吹转炉、LF炉精炼、真空脱气处理、铸坯堆冷24小时、加热、3800m轧机、ACC层流冷却、11辊热矫直机、堆冷、精整、外检、探伤、入库。本发明的有益效果在于:①浇涛采用连铸,缩短了生产周期,降低了生产成本;②钢板最大厚度可达到100mm。
中冶有色为您提供最新的河南有色金属化学分析技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2025年11月07日 ~ 09日
2025年11月07日 ~ 09日  2025年11月14日 ~ 16日
2025年11月14日 ~ 16日 碳材料科技大会") 2025年11月14日 ~ 16日
2025年11月14日 ~ 16日  2025年11月14日 ~ 16日
2025年11月14日 ~ 16日  2025年11月21日 ~ 23日
2025年11月21日 ~ 23日 





































































