
技术
▼
热搜:
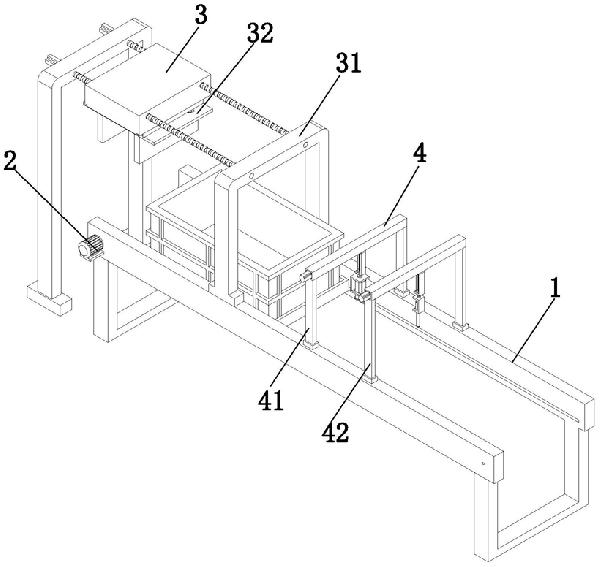
本发明公开了一种水电解槽极板焊接设备,属于焊接设备技术领域,包括输送架、输送机构、搬运组件和焊接组件,所述输送机构设置在输送架上,所述输送机构与输送架转动连接,所述搬运组件包括移动件和搬运件,所述移动件架设在输送架的上方,所述搬运件设置在移动件上,所述焊接组件包括焊接件和打磨件,所述焊接件架设在输送架的顶部,所述打磨件架设在输送架的顶部且位于焊接件的旁侧。本发明通过打磨电机工作带动打磨辊转动,打磨辊转动带动对极板和水电解槽焊接处进行打磨作业,将焊接所产生的毛边进行打磨作业后,有利于在进行打磨后,水电解槽进行点解作业,防止在电解的过程中,有毛边对电解产生影响。
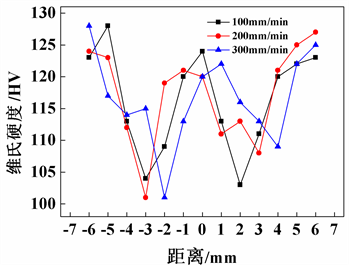
摘要: 以厚度为1.5mm的5A90铝锂合金为研究对象,开展了铝锂合金搅拌摩擦搭接焊工艺研究,分析不同焊接速度对搭接接头组织及硬度的影响。结果表明:当转速为1200 r/min,焊接速度为100 mm/min时,焊接接头组织致密,焊核区为细小均匀的等轴晶粒;热机影响区出现弯曲或拉伸变形,热影响区晶粒尺寸发生粗化。搭接接头母材区的硬度最高,在热机影响区和热影响区硬度下降,在焊核区硬度上升。在焊核区与热机影响区的交界处硬度会发生突变现象。
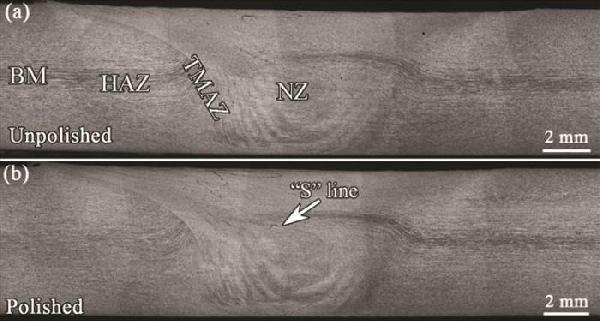
对11 mm厚的7055-0.1Sc-T4铝合金板材进行搅拌摩擦焊接,研究了焊后热处理对接头的组织和力学性能的影响。结果表明,热处理前接头的硬度分布呈“W”形,接头前进侧和后退侧都有一个最低硬度区,强度系数为63.0%~73.8%,拉伸断口位于后退侧最低硬度区。焊后人工时效(120℃×24 h)热处理使焊核的硬度提高,但是不改变接头最低硬度区的硬度,对拉伸性能和断裂行为的影响甚微。焊后的固溶(470℃×1.5 h+水淬)+人工时效(120℃×24 h)(T6)热处理不改变低焊速接头的晶粒组织,但是使高焊速接头焊核区底部的晶粒异常长大;T6热处理使接头各区域原有的沉淀相溶解,重新生成细小均匀的η'和η(MgZn2)沉淀相,使其硬度显著提高;T6热处理使接头沿“S”线附近出现微小的孔洞、在拉伸过程中沿“S”线开裂、其抗拉强度比焊接态大幅度提高,达到母材强度的87%,但是其塑性严重降低。
对厚度为3.5 mm的7046铝合金挤压板材进行搅拌摩擦焊接并对焊接接头进行人工时效,研究了焊后时效对接头力学性能的影响。结果表明,焊接接头时效前的硬度分布大致呈“W”形,抗拉强度为406.5 MPa,焊接系数为0.8,拉伸时在后退侧热影响区与热机影响区的过渡位置出现断裂,此处的硬度值最低,断裂面上有大量的韧窝;进行120℃×24 h时效后,接头的热影响区、热机影响区和焊核区的硬度都显著提高,母材区的硬度变化不大,硬度分布大致呈“一”形,抗拉强度大幅度提高到490 MPa,焊接系数达到0.96,拉伸时在焊核区中心断裂,断裂面有大量的沿晶裂纹。时效后接头区域的晶内GPI区转变成具有更好强化效果的η′亚稳相,使接头的硬度和强度提高;与其它区域相比,焊核区中晶界η相的分布更连续,晶界处无沉淀析出带的体积分数更大,因此容易成为拉伸时的断裂位置。
对6005A-T6铝合金挤压型材进行焊速为1000 mm/min的搅拌摩擦高焊速焊接,研究了对接面机械打磨对接头组织和力学性能的影响。结果表明,与生产中常用的焊前打磨处理相比,尽管对接面未机械打磨的接头焊核区的“S”线更明显,但是两种接头的硬度分布和拉伸性能相当,拉伸时都在最低硬度区即热影响区断裂。高周疲劳实验结果表明,两种接头的疲劳性能也基本相当,疲劳强度分别为105 MPa和110 MPa;在高应力幅下样品断裂于母材,在低应力幅下断裂于热影响区且出现两个裂纹源。两种接头的疲劳断口有裂纹源区、扩展区、最终断裂区,都呈现出典型疲劳断口特征。研究结果表明,焊前是否进行机械打磨对FSW接头的静态拉伸和动态疲劳性能没有明显的影响。
对6 mm厚的6082-T6铝合金进行两种表面处理然后实施搅拌摩擦焊接,研究了对接面氧化膜对接头组织和疲劳性能的影响。结果表明,进行速度为1000 mm/min的高速焊接时,对接面未打磨和打磨的接头焊接质量都良好,接头强度系数达到81%;两种接头的疲劳性能基本相同,疲劳强度均为100 MPa;少数样品在焊核区外断裂,大部分样品在热影响区断裂。与接头相比,两种接头焊核区的疲劳性能有所提高,均为110 MPa,在疲劳测试中裂纹并未沿“S”线萌生和扩展。

用真空感应熔炼惰性气体雾化法(Vacuum induction melting inert gas atomization, VIGA)制备预合金粉末,然后用热等静压(Hot isostatic pressing, HIP)工艺制备粉末冶金Inconel 718板材。用钨极惰性气体保护焊(Tungstun inert gas arc welding, TIG)将板材连接并进行焊后固溶时效、均匀化和热等静压处理。用SEM和EBSD表征焊接接头的组织并测试接头区域的显微硬度,研究了焊后热处理对接头显微组织和力学性能的影响。结果表明,母材为细小的等轴晶,晶粒尺寸约为28 μm,拉伸强度接近对同牌号变形高温合金的要求。在粉末冶金Inconel 718合金的接头处未观察到宏观气孔和夹杂等焊接缺陷,热处理后接头的强度与母材的性能相当。均匀化处理后Laves相基本上溶解了,组织均匀、塑性明显提高;热等静压处理可消除焊接后板材的显微孔洞,使力学性能的稳定性提高。在拉伸过程中合金的焊接接头优先在Laves相与基体的界面产生微气孔,其聚集产生微裂纹并最终发生断裂。
研究了4级强度亚稳态奥氏体不锈钢301L-DLT、301L-ST、301L-MT和301L-HT冷轧薄板激光对焊接头的凝固组织和拉伸性能。激光焊缝以初始铁素体FA模式凝固,热裂敏感性较小;焊缝由垂直熔合线向内生长的柱状晶组成,没有中心等轴晶粒区。焊缝组织中有奥氏体和板条状、骨架状和蠕虫状铁素体,无杂质、热裂纹和析出相。一次铁素体枝晶臂的平均间距约为17.5 μm,平均铁素体量为5.7%(体积分数)。焊缝的硬度为208~241HV,低于301L-ST、301L-MT和301L-HT板材的硬度。301L-DLT和301L-ST板激光焊件的拉伸断裂位置在母材内,301L-MT和301L-HT板焊件的断裂位置在焊缝内,焊缝金属的断裂强度为886 MPa和921 MPa。301L-HT板焊件的塑性较低,其余三种强度冷轧板激光焊件的拉伸性能都达到了JIS G 4305标准中相应强度冷轧301L板材的力学性能。



































































 陕西 - 西安
陕西 - 西安 2024年06月28日 ~ 30日
2024年06月28日 ~ 30日



