
技术
▼
热搜:
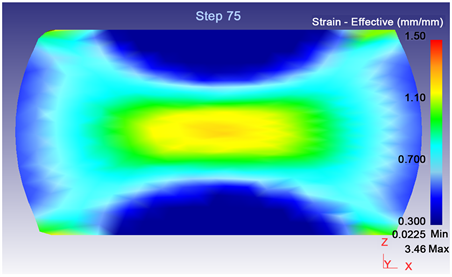
摘要: 在热模拟试验机上对5083铝合金进行热压缩试验,并利用有限元分析软件DEFOM-3D研究了不同接触摩擦系数0、0.2、0.4和0.6对5083铝合金在热压缩试验中的试样形态、载荷力、应变速率以及应变分布的影响规律。研究表明:接触摩擦系数对载荷力基本没有影响,但对应变速率和应变的分布影响显著,随着接触摩擦系数的增加,变形不均匀性增大,应变速率和应变量从试样两端面到心部逐渐增大,且接触摩擦系数越大,鼓肚现象越明显。
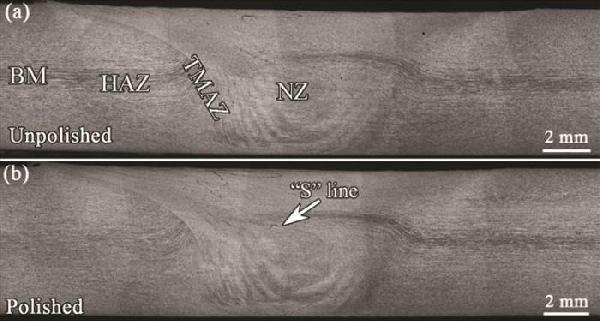
对6 mm厚的6082-T6铝合金进行两种表面处理然后实施搅拌摩擦焊接,研究了对接面氧化膜对接头组织和疲劳性能的影响。结果表明,进行速度为1000 mm/min的高速焊接时,对接面未打磨和打磨的接头焊接质量都良好,接头强度系数达到81%;两种接头的疲劳性能基本相同,疲劳强度均为100 MPa;少数样品在焊核区外断裂,大部分样品在热影响区断裂。与接头相比,两种接头焊核区的疲劳性能有所提高,均为110 MPa,在疲劳测试中裂纹并未沿“S”线萌生和扩展。
研究了Al-10.78Zn-2.78Mg-2.59Cu-0.22Zr-0.047Sr铝合金挤压材在固溶-T652和预回复-固溶-T652时的组织和性能。结果表明: 该合金在121℃×24 h时效制度下, 预回复退火处理可有效细化晶粒(从9.76 μm减小到5.56 μm), 降低晶界平均角度(从23.59°降低至17.41°), 显著提高低角度晶界百分比(从53%提高到67%), 提高位错强化, 并显著抑制再结晶的发生, 与固溶-T652相比, 预回复-固溶-T652工艺在不降低强度的情况下可提高其晶间和剥落腐蚀性能(最大晶间腐蚀深度从125.0 μm减少到91.4 μm, 剥落腐蚀从EB级提高到EA级), 在预回复-固溶-T652状态下合金的抗拉强度达到728 MPa, 预回复退火处理能提高合金的强度。位错强化和低角度晶界强化是合金的主要强化机制。

对75%变形量热轧态Cu71Al18Mn11合金进行热区温度分别为800、850和900℃和抽拉速度分别为2、5和15 μm/s的正交定向再结晶实验,研究工艺参数对热轧态Cu71Al18Mn11合金的定向再结晶组织和超弹性性能的影响,并分析定向再结晶机理。结果表明:随着抽拉速度的提高,定向再结晶的效果呈现先增强后减弱的趋势。抽拉速度为2 μm/s时为粗大等轴晶中掺杂着少量柱状晶的组织,抽拉速度提高到5 μm/s时可获得大长径比柱状晶组织,但抽拉速度提高至15 μm/s时则定向再结晶组织为柱状晶与等轴晶混合组织。大长径比柱状晶组织的合金其超弹性性能较好,900℃-5 μm/s定向再结晶合金的应变量为12%时残余应变仅为1.1%,超弹性应变为9.05%。抽拉速度和热区温度影响定向再结晶过程中柱状晶吞并其前端一次再结晶晶粒的速度,从而影响定向再结晶组织;当热区移动的速度、柱状晶吞并前端一次再结晶晶粒的速度和柱状晶前端生成一次再结晶晶粒的速度三者达到平衡时柱状晶界面持续向前推进,最终生成大长径比的柱状晶组织。
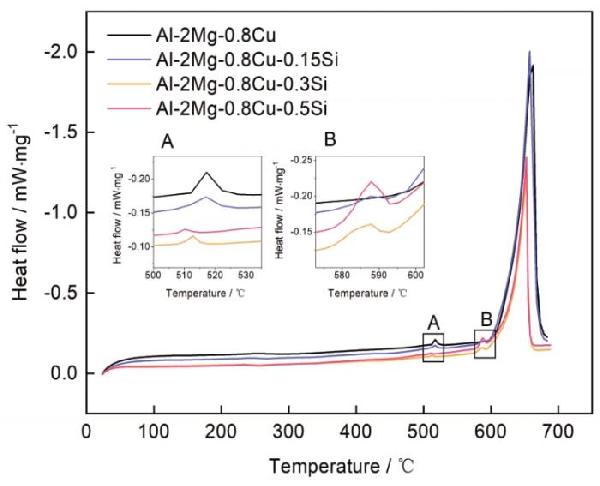
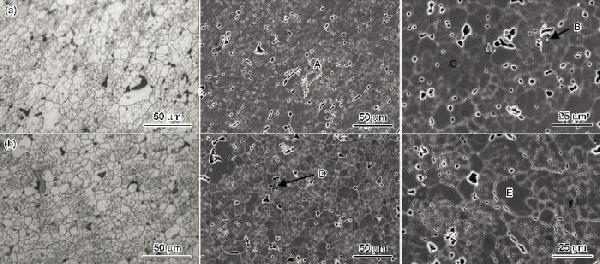
对Al-2Mg-0.8Cu合金进行室温拉伸实验,并用显微硬度测试、差示扫描量热、扫描电镜和透射电镜观察等手段对其表征,研究了冷轧变形和添加Si对其时效析出行为和力学性能的影响。结果表明,轧制能加速这种合金的时效析出行为和缩短峰时效出现的时间。80%的变形量和1 h退火,使Al-2Mg-0.8Cu合金达到峰时效。添加Si能进一步加速时效析出动力学和细化S相,添加0.3%(质量分数)的Si能完全固溶到Al-2Mg-0.8Cu合金的基体中。冷轧变形量为40%的Al-2Mg-0.8Cu-0.15Si合金,其屈服强度为240 MPa、抗拉强度为353 MPa、断后伸长率为16.5%和抗拉强度塑性乘积为5.66 GPa·%。使这种合金具有最佳力学性能的轧制变形量和Si元素添加量,分别为40%和0.15。

用真空感应熔炼惰性气体雾化法(Vacuum induction melting inert gas atomization, VIGA)制备预合金粉末,然后用热等静压(Hot isostatic pressing, HIP)工艺制备粉末冶金Inconel 718板材。用钨极惰性气体保护焊(Tungstun inert gas arc welding, TIG)将板材连接并进行焊后固溶时效、均匀化和热等静压处理。用SEM和EBSD表征焊接接头的组织并测试接头区域的显微硬度,研究了焊后热处理对接头显微组织和力学性能的影响。结果表明,母材为细小的等轴晶,晶粒尺寸约为28 μm,拉伸强度接近对同牌号变形高温合金的要求。在粉末冶金Inconel 718合金的接头处未观察到宏观气孔和夹杂等焊接缺陷,热处理后接头的强度与母材的性能相当。均匀化处理后Laves相基本上溶解了,组织均匀、塑性明显提高;热等静压处理可消除焊接后板材的显微孔洞,使力学性能的稳定性提高。在拉伸过程中合金的焊接接头优先在Laves相与基体的界面产生微气孔,其聚集产生微裂纹并最终发生断裂。
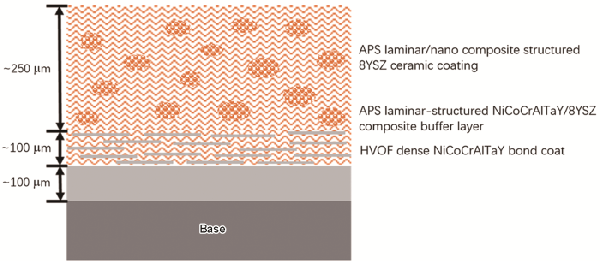
在陶瓷涂层与金属粘接层之间制备一层NiCoCrAlTaY/YSZ复合过渡层和通过半熔化团聚YSZ粉末制备层状/多孔团状复合结构YSZ隔热层,用SEM表征了涂层的显微组织;依照ASTM C633标准测试了涂层的结合强度;用压痕法测试了陶瓷层的弹性模量和断裂韧性。用激光脉冲法测试了陶瓷层的热导率。用高温水淬快速冷却实验验证涂层的抗剥落性能。结果表明,在不降低涂层隔热效果的前提下复合过渡层和和隔热层显著提高了涂层的抗剥落能力。HVOF制备的NiCoCrAlTaY粘接层组织致密,没有明显的氧化物;APS制备的NiCoCrAlTaY/YSZ复合过渡层内层间的结合良好,组织致密,金属与陶瓷粒子呈现出典型的层状交替分布特征;陶瓷层由典型层状结构内包含约11%未完全熔化团聚粉末形成的弥散分布多孔团状组织构成。复合结构使等离子喷涂TBC的结合强度由25.8 MPa提高到38.6 MPa,陶瓷层的弹性模量和热导率没有明显的变化,但是断裂韧性提高了1倍以上,涂层出现30%剥落的平均水淬周次由19.7次提高到72.1次,表明抗剥落能力显著提高。




































































 湖南 - 长沙
湖南 - 长沙 2024年05月31日 ~ 06月02日
2024年05月31日 ~ 06月02日



