权利要求
1.一种大规格
铝合金圆铸锭缺陷的
分析检测方法,其特征在于,包括如下步骤:
步骤1:采用电磁搅拌半连续铸造工艺制备铝合金圆铸锭,然后对该圆铸锭进行均匀化退火,随后进行车外皮处理;
步骤2:利用超声波探伤仪确定步骤1车皮后的铝合金圆铸锭中缺陷的位置与当量尺寸,使用切割工具获得含缺陷部分的圆铸锭;
步骤3:把上述步骤2获得的含缺陷部分的圆铸锭加工成含缺陷的分析检测样品,通过塑性变形使缺陷暴露在断口上;
步骤4:利用扫描电镜分析上述步骤3得到的断口上缺陷的组织形貌与元素分布,确定缺陷类型。
2.根据权利要求1所述的大规格铝合金圆铸锭中缺陷的分析检测方法,其特征在于,所述步骤1中,采用电磁搅拌半连续铸造工艺制备的铝合金圆铸锭的规格为φ500~1100 mm,均匀化退火工艺为双级均匀化退火,一级退火温度为450~475℃,一级退火时间为14~18小时,二级退火温度为465~490℃,二级退火时间为8~12h;车皮厚度为铸锭直径的3%~5%。
3.根据权利要求1所述的大规格铝合金圆铸锭中缺陷的分析检测方法,其特征在于,所述步骤2中,缺陷的位置是指缺陷距离铝合金圆铸锭圆周面的深度以及缺陷距离铝合金圆铸锭端面的长度。
4.根据权利要求1所述的大规格铝合金圆铸锭中缺陷的分析检测方法,其特征在于,所述步骤3中,从含缺陷部分的圆铸锭切取尺寸为50 mm×50 mm×150 mm的含缺陷长方体试块,使缺陷位于试块中心位置。
5.根据权利要求1所述的大规格铝合金圆铸锭中缺陷的分析检测方法,其特征在于,所述步骤3中,对于当量尺寸大于2 mm的缺陷,在长方体试块上沿平行于缺陷的方向加工V形槽,使用锻压机以0.5~1 mm/s的速度压断长方体试块,使缺陷暴露在断口上;对于当量尺寸为2 mm以下的缺陷,从长方体试块中加工出平行段直径在φ5~15 mm的拉伸试棒,使缺陷位于拉伸试棒的平行段中,利用电子万能试验机以0.000 25~0.000 50 s-1的应变速率拉断拉伸试棒,使缺陷暴露在断口上。
6.根据权利要求1所述的大规格铝合金圆铸锭中缺陷的分析检测方法,其特征在于,所述步骤4中,利用扫描电镜在5~20 V的加速电压下,获取断口上有缺陷位置与无缺陷位置的二次电子图像、能谱测试结果,由此对比确定缺陷的类型。
说明书
技术领域
[0001]本发明属于铝合金分析检测技术领域,具体涉及一种大规格铝合金圆铸锭缺陷的分析检测方法。
背景技术
[0002]铝合金具有高比强度、低密度、良好的加工性能、耐腐蚀性能、断裂韧性等优点,被广泛应用于航空航天、交通运输、3C等领域。随着大型锻件减重需求的提升,大规格铝合金圆铸锭的制备与质量控制得到了广泛关注。大规格铝合金圆铸锭一般采用半连续铸造方法制备,受原料和工艺条件等因素的影响,半连续铸造圆铸锭可能存在疏松、气孔、非金属夹杂、氧化膜、裂纹等缺陷。这些缺陷会对后续变形加工性能和产品最终使用性能产生很大影响。因此,全面地检测并确定半连续铸锭中的缺陷类型,避免缺陷进入后续变形加工工序,对于优化和指导熔铸工艺,提升锻件性能和成品率具有重要意义。
[0003]对于小规格的半连续铸锭,由于冷却速度较快,凝固组织相对细小,一般可以采用超声波探伤方法来检测铸锭中缺陷的位置与当量尺寸,从而避免含超标缺陷铸锭进入后续变形加工工序。对于大规格的半连续铸锭,通常凝固组织粗大不均匀,对超声波探伤具有较大影响,往往无法获得准确的缺陷位置与当量尺寸信息,导致缺陷进入后续的变形和热处理工序,影响产品的性能,降低成品率。现有缺陷检测方法大多只能适用于铝合金锻件或锻造样品(例如专利文献1:CN202311394337.0、专利文献2:CN201910022718.3),或者利用多通道水浸探伤进行检测(例如专利文献3:CN202022287056.3),但这些方法存在检测流程长,设备复杂,无法全面地表征缺陷在铸锭中的原本特征,并且无法分析当量尺寸较小缺陷等问题。
[0004]在半连续铸造过程中施加电磁搅拌,通过精准调控大规格圆铸锭凝固过程中的温度场和成分场,可获得具备探伤检测条件的细晶均质铸锭。但是目前适合大规格铝合金圆铸锭缺陷的分析检测方法还有待于开发。
发明内容
[0005]针对以上的问题点,本发明提供一种大规格铝合金圆铸锭缺陷的分析检测方法,其可用于精准全面地确定缺陷在大规格铸锭中原本的位置、当量尺寸、类型等特征,又可以防止缺陷进入变形加工工序,由此提升产品成品率,降低生产成本,同时为熔炼与铸造工艺的调整提供方向。为实现上述目的,本发明的技术方案如下:
一种大规格铝合金圆铸锭缺陷的分析检测方法,包括如下步骤:
步骤1:采用电磁搅拌半连续铸造工艺制备铝合金圆铸锭,然后对该圆铸锭进行均匀化退火,随后进行车外皮处理;
步骤2:利用超声波探伤仪确定上述步骤1得到的车皮后的铝合金圆铸锭中缺陷的位置与当量尺寸,使用切割工具获得含缺陷部分的圆铸锭;
步骤3:把上述步骤2获得的含缺陷部分的圆铸锭加工成含缺陷的分析检测样品,再通过塑性变形使缺陷暴露在断口上;
步骤4:利用扫描电镜分析上述步骤3得到的断口上缺陷的组织形貌与元素分布,确定缺陷类型。
[0006]优选地,所述步骤1中,采用电磁搅拌半连续铸造工艺制备的铝合金圆铸锭的规格为φ500~1100 mm,均匀化退火工艺为双级均匀化退火,一级退火温度为450~475℃,一级退火时间为14~18小时,二级退火温度为465~490℃,二级退火时间为8~12小时;车皮厚度为铸锭直径的3%~5%。对于双级均匀化退火,一级退火温度更优选为460~470℃,一级退火时间更优选为14~17小时,二级退火温度更优选为480~490℃,二级退火时间更优选为9~11小时。
[0007]优选地,所述步骤2中,缺陷的位置是指缺陷距离铝合金圆铸锭圆周面的深度以及缺陷距离铝合金圆铸锭端面的长度。
[0008]优选地,所述步骤3中,从含缺陷部分的圆铸锭切取尺寸约为50 mm×50 mm×150mm的含缺陷长方体试块,并使缺陷位于试块中心位置。
[0009]优选地,所述步骤3中,对于当量尺寸大于2 mm的缺陷,在长方体试块上沿平行于缺陷的方向加工V形槽,使用锻压机以0.5~1 mm/s的速度压断长方体试块,使缺陷暴露在断口上;对于当量尺寸为2 mm以下的缺陷,从长方体试块中加工出平行段直径在φ5~15 mm的拉伸试棒,使缺陷位于拉伸试棒的平行段中,利用电子万能试验机以0.000 25~0.000 50s-1的应变速率拉断拉伸试棒,使缺陷暴露在断口上。
[0010]优选地,所述步骤4中,利用扫描电镜在5~20 V的加速电压下,获取断口上有缺陷位置与无缺陷位置的二次电子图像、能谱测试结果,对比确定缺陷的类型,分析导致缺陷形成的原因,指导熔炼和铸造工艺优化。
[0011]与现有分析检测方法相比,本发明的优点在于:
(1)本发明可用于大规格铝合金圆铸锭缺陷的分析检测,避免缺陷进入后续变形加工工序,指导熔铸工艺优化,提升产品成品率,降低成本。
[0012](2)本发明检测流程短,方法简单,能够准确全面地表征缺陷在铸锭中的原本特征,并且可以分析当量尺寸较小的缺陷,为解决探伤问题提供新思路和新方向。
附图说明
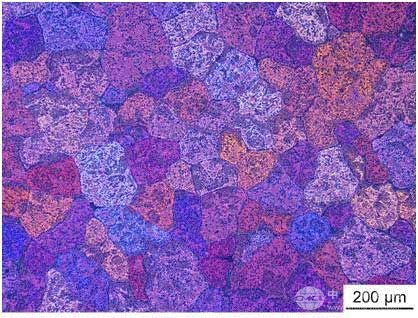
[0013]图1为电磁搅拌半连续铸造方法制备的退火态φ880 mm规格7050铸锭的偏光金相组织
图2为含缺陷的拉伸试棒断口样品的宏观照片
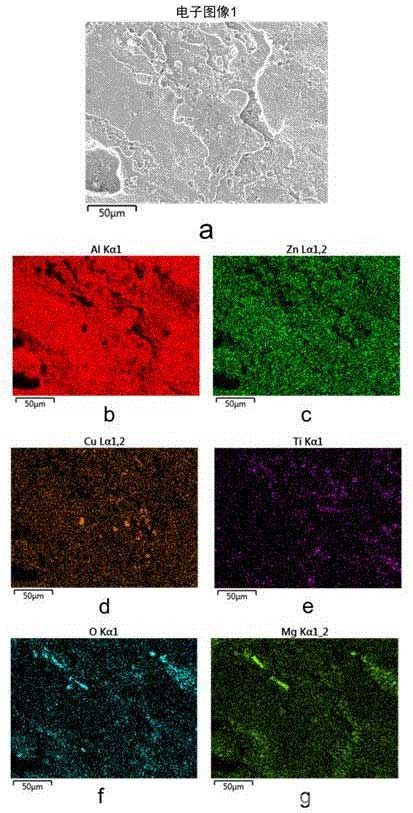
图3为拉伸试棒断口中含缺陷位置的二次电子图像与能谱面扫结果;其中,a为断口中含缺陷位置的微观形貌电子图像,b为该缺陷位置的Al元素分布图,c为该缺陷位置的Zn元素分布图,d为该缺陷位置的Cu元素分布图,e为该缺陷位置的Ti元素分布图,f为该缺陷位置的O元素分布图,g为该缺陷位置的Mg元素分布图
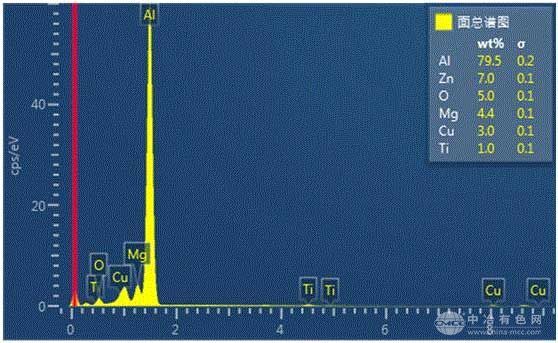
图4为图3能谱面扫的总谱图
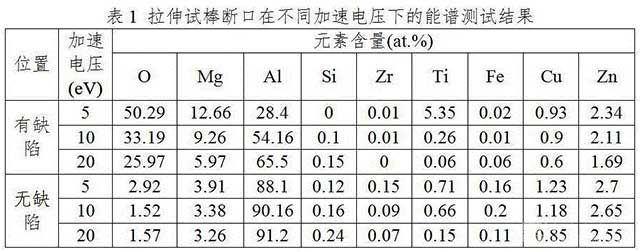
图5为拉伸试棒断口中(a)有缺陷位置与(b)无缺陷位置的不同加速电压下能谱测试区域示意图
具体实施方式
[0014]为方便理解本发明,给出了结合实施例的详细说明。应该说明的是,下述实施例仅是为了帮助理解本发明,不应视为对本发明的具体限制。
[0015]实施例:在该实施方式中,一种大规格铝合金圆铸锭缺陷的分析检测方法,包括如下步骤:
步骤1:采用电磁搅拌(频率为3 Hz,搅拌电压为10 V,搅拌电流为80 A)半连续铸造方法制备的φ880 mm规格7050铝合金圆铸锭,铸锭定尺长度为5000 mm。对圆铸锭进行双级均匀化退火,采用的退火工艺为:一级退火温度为465℃,一级退火时间为16 h,二级退火温度为485℃,二级退火时间为10 h。对于由此得到的退火态的圆铸锭进行金相组织分析,其金相组织如图1所示,从图中可见,该退火态铸锭的晶粒组织细小均匀,第二相充分回溶。随后将圆铸锭从φ880 mm车皮至φ850 mm。
[0016]步骤2:利用超声波探伤仪对车皮后铝合金圆铸锭进行探伤,缺陷距离铝合金圆铸锭圆周面的深度为291 mm,缺陷距离铝合金圆铸锭两个端面的长度分别为1348 mm和3652mm,缺陷的当量尺寸为1.25 mm。将缺陷位置与当量尺寸标记在铸锭上,使用锯床切成含缺陷部分的圆铸锭。
[0017]步骤3:从含缺陷部分的圆铸锭中切取尺寸约为50 mm×50 mm×150 mm的含缺陷长方体试块,使缺陷位于试块中心位置。从长方体试块中加工出平行段直径为φ12.5 mm的拉伸试棒,使缺陷位于拉伸试棒的平行段中,利用电子万能试验机以0.000 25 s-1的应变速率拉断拉伸试棒,使缺陷暴露在断口上。图2是上述拉伸试棒断口样品的宏观图片,从图中可以明显看出,圆圈圈住部分中灰黑色区域即为缺陷位置,缺陷位于断口处。
[0018]步骤4:利用扫描电镜分析断口上缺陷的组织形貌与元素分布,获得了上述拉伸试棒断口样品的含缺陷位置二次电子图像(如图3所示)与能谱面扫结果(如图4所示)。
[0019]图3中的a显示断口上含缺陷位置的变形特征较少。图3中的e中存在钛元素聚集,表明含缺陷位置存在富钛相。图3中的f和图3中的g中存在氧元素和镁元素聚集,并且聚集区域存在对应关系,表明含缺陷位置存在含镁氧化物。
[0020]图5为拉伸试棒断口中有缺陷位置与无缺陷位置的不同加速电压下(如表1所示)能谱测试区域示意图,能谱测试结果如表1所示。为了能获得样品更贴近表面的成分信息,选择在低于20eV的低加速电压下进行能谱测试,这样可以避免基体对成分测试结果的影响,同时适用于表征厚度较小的表面缺陷。表1中低加速电压下的测试结果的数据进一步表明,有缺陷位置的氧、镁和钛元素的含量远高于无缺陷位置的相应成分的含量,由此可以说明在断口表面存在含镁氧化物与富钛相缺陷。根据该缺陷的类型,可以推知该缺陷的形成与镁锭添加方式、铝钛硼细化剂添加量等工艺有关。因此,在实际生产过程中可以考虑延迟镁锭添加时间以及减少铝钛硼细化剂添加量,这样一来不仅优化了熔铸工艺,而且产品缺陷也得到了有效控制。
[0021]
[0022]可见,本发明的大规格铝合金圆铸锭缺陷的分析检测方法,能够用于精准全面地确定缺陷在大规格铸锭中原本的位置、当量尺寸、类型等特征,同时又可以防止缺陷进入后续的变形加工工序,这样一来不仅提升产品成品率,降低生产成本,而且为熔炼与铸造工艺的调整提供方向,有效地指导优化熔铸工艺。因此,本发明的检测方法在铝合金分析检测技术领域有着非常广阔的应用前景。
说明书附图(5)


声明:
“大规格铝合金圆铸锭缺陷的分析检测方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 835
编辑:北方有色网
来源:有研金属复合材料(北京)股份公司
835
编辑:北方有色网
来源:有研金属复合材料(北京)股份公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















