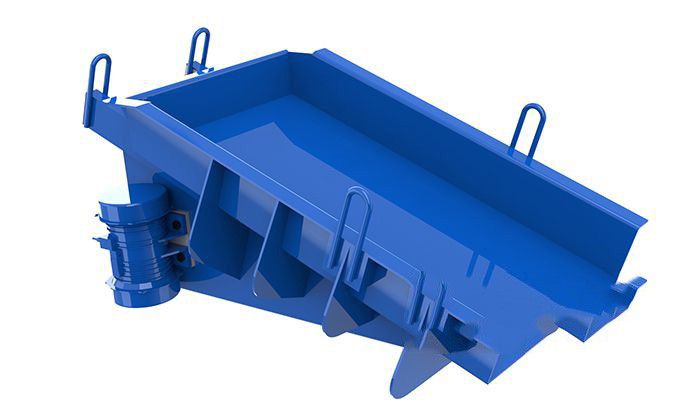
权利要求书: 1.刮板输送机链条工况监测系统的监测方法,其特征在于:具体包括如下步骤:步骤1,刮板输送机链条工况监测系统首次启动时,对刮板输送机(9)中链条(6)、刮板(7)、刮板螺丝(5)标准特征进行跑合一圈采集,获取相关被测样件标准初始模型数据,构建自主学习系统中的标准模型库;步骤2,分别通过2D相机(3)和3D激光相机(2)采集被测样件的2D与3D矢量图像信息后,将实时采集的图像信息与步骤1建立的自主学习系统中的标准模型库中的相关信息进行对比,识别出链条(6)、刮板(7)、刮板螺丝(5)的缺陷特征;对识别的缺陷特征进行分级管控,并存储拍照、留证和存入自主学习系统缺陷模型库中,所有信息记录于防爆计算机(1)中;在防爆计算机(1)中经过转换与处理,根据链条(6)、刮板(7)、刮板螺丝(5)的监测特性将图像分割后显示在防爆计算机(1)的显示器屏幕上,并显示不同分级预警信息;所述步骤2中识别出链条(6)、刮板(7)、刮板螺丝(5)的缺陷特征具体如下:对链条(6)的节距变化、链条链环直径大小变化、链环裂缝、链环断裂、链环磨损量、异物监测;对刮板(7)的横斜、断裂、磨损量监测;对刮板螺丝(5)的缺失与松脱监测;所述链条(6)的各缺陷特征进行分级管控及分级预警的过程如下:节距变化监测:采用3D激光相机(2)测量链条(6)平环直径d1、立环直径d2、立环外形长度L2、链条平、立环间距L3,通过防爆计算机(1)计算出实测平、立环之间的节距值与标准节距L进行对比,将链条平、立环的节距伸长量ΔL与标准伸长量ΔL0进行对比;分级预警情况如下:当ΔL<ΔL0时,系统不提示,仅提供数值参考;ΔL≥ΔL0时,系统提示,报警灯变为红色,可不停机,但在检修时间进行维护处理;链条(6)链环的直径大小变化监测:采用3D激光相机(2)测量链条平、立环的直径d1、d2,与标准D1、D2进行比对计算出实际变形量ΔD;分级预警情况如下:当ΔD<ΔD0时,系统不提示,仅提供数值参考;ΔD≥ΔD0时,系统提示,报警灯变为红色,可不停机,但在检修时间进行维护处理;链条(6)链环的裂缝监测:由3D激光相机(2)测量裂缝宽度大小,由2D相机(3)测量裂缝与链环颜色区别进行识别判断,将实测裂纹宽度b1与允许裂缝宽度b进行对比:分级预警情况如下:b1≥b时,系统提示,报警灯变为红色,停机检修;b1大于3b时,系统
声明:
“刮板输送机链条工况监测系统及监控方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1556
编辑:北方有色网
来源:陕西朗浩传动技术有限公司
1556
编辑:北方有色网
来源:陕西朗浩传动技术有限公司



 咨询细节
咨询细节






































































 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日 





