目前现有的人工砂生产线,绝大部分采用湿法生产工艺,不论采用何种形式的
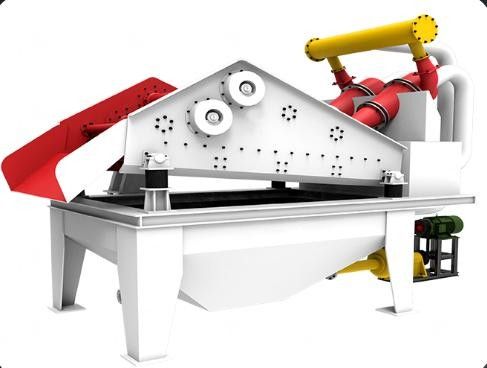
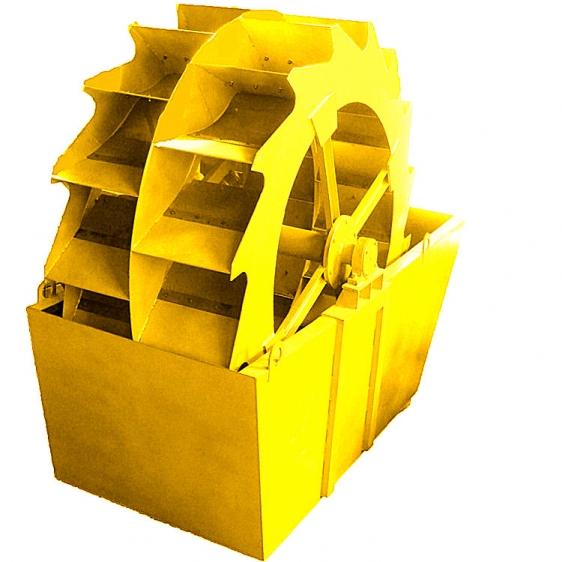
洗砂机,其**的缺点是细砂(0.16mm以下颗粒)流失严重,有的甚至流失20%以上,这不但损失产量,而且还严重影响砂子的级配,造成级配不合理,细度模数偏粗,大大降低了机制砂的产品质量。过多的细砂排放,还会造成环境的污染。为解决上述问题,我公司成功研制了系列细砂回收系统,该系统是本公司吸收国外的先进技术,结合我国的实际情况而设计的具有世界先进水平的细料回收装置,广泛应用于水电站砂石骨料加工系统、玻璃原料加工系统,人工制砂生产线、选煤厂粗煤泥的回收及环保工程(泥浆净化等)等,可有效的解决细砂回收问题。 细砂回收系统原理: 1、结构:由电机、碴浆泵、旋流器、ZKR直线
振动筛、清洗槽、返料箱等组成。2、工作过程:泵将砂水混合物输送至旋流器,离心分级浓缩的细砂经沉砂嘴提供给振动筛,经振动筛脱水后,细砂与水有效分离,少量细砂,泥等经返料箱再回到清洗槽,清洗槽液面过高时,经出料口排出,直线振动筛回收物料重量浓度为70%-85%,调节细度模数可通过改变泵转速、改变砂浆浓度,调节溢流水量,更换出砂嘴来实现。从而完成清洗、脱水和分级三种功能。 细砂回收系统性能:1、传统人工砂湿法加工工艺中,人工砂的洗泥、脱水采用螺旋洗砂机,人工砂中细砂的流失几乎不能控制,采用该细砂回收系统,可以有效降低细砂流失量,使其控制在5-10%之内,很好地解决了人工骨料加工系统中出现的成品砂细度模数偏高、石粉含量偏低的难题。 2、振动筛采用聚氨酯筛网,聚氨酯筛网较其它类型筛网寿命更长,且不易堵孔。 3、旋流器内衬聚氨酯,提高了整个装置的使用寿命,可顺利完成粒浆浓缩、液体澄清等工作。4、**可回收排放总量中85%的细颗粒物料,具有其他设备无可比拟的技术和经济优势。 5、细粒得到充分回收,减少了沉淀池的工作量,降低了沉淀池的清理成本。


 1109
1109 


 咨询底价
咨询底价





























































































 贵州 - 贵阳
贵州 - 贵阳 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日




















