权利要求
1.一种金属筒段表面涂层无损检测装置,其特征在于,包括:
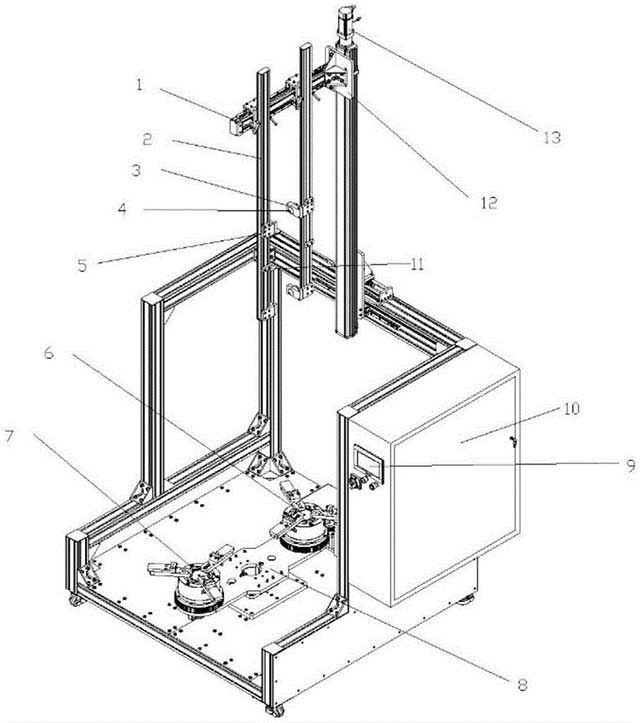
Z向升降机构(12)、X向调节机构(14)、旋转换料机构(8)、超声检测探头组件(4)、控制电柜箱(10)和型材框架(16);型材框架(16)有底座(162)和竖框(161);旋转换料机构(8)安装底座(162)上表面中间;X向调节机构(14)安装在竖框(161)上表面的水平面上;Z向升降机构(12)安装在X向调节机构(14)上;超声检测探头组件(4)安装在Z向升降机构(12)上的升降支架(2)上;控制电柜箱(10)安装在竖框(161)外侧;
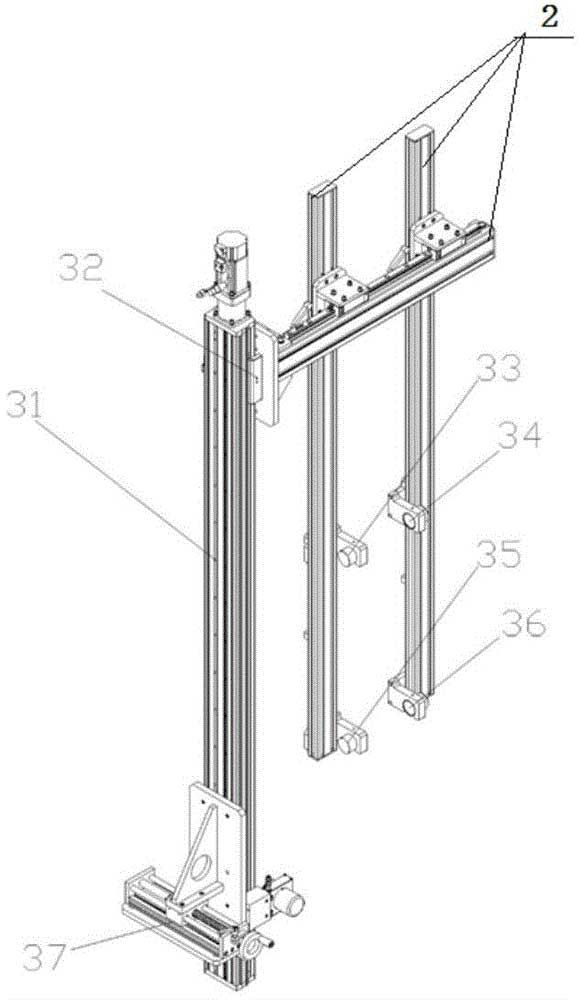
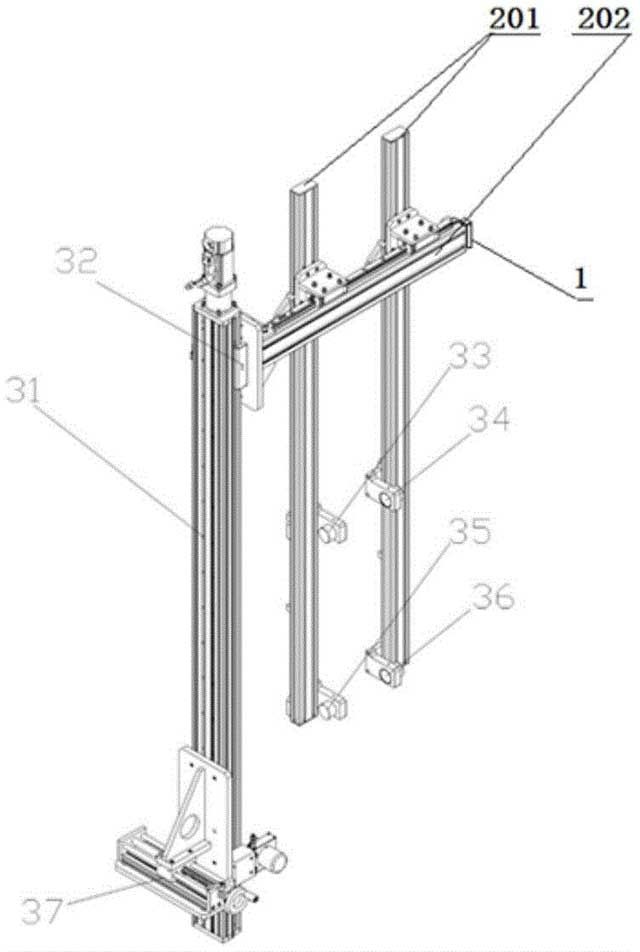
Z向升降机构(12)包括通过伺服电机Ⅰ(13)、线性模组(31)、线性模组滑座(32)、滑台(37)和升降支架(2),伺服电机Ⅰ(13)安装在线性模组(31)顶端面上,升降支架(2)通过线性模组滑座(32)连接在线性模组(31)上,线性模组滑座(32)的移动能够带动升降支架(2)实现升降功能;在线性模组(31)下端连接有滑台(37);
所述的X向调节机构(14)安装于所述型材框架(16)的竖框(161)上,通过旋转X向调节机构(14)的X向调节手轮(15)驱动滑台(37)水平方向移动,从而带动所述Z向升降机构(12)同步移动;
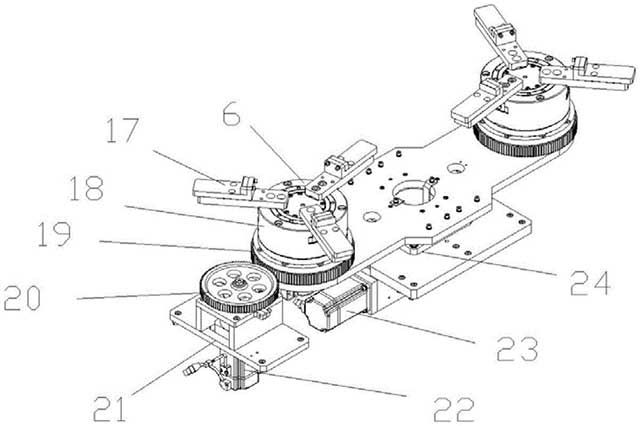
所述的旋转换料机构(8)包括旋转平台(24)、两个气动夹持卡盘机构(18)和驱动工件旋转机构(21);两个气动夹持卡盘机构(18)安装在旋转平台(24上;由伺服电机Ⅱ(23)控制旋转平台(24)旋转;旋转平台(24)将旋转到靠近竖框(161)处的气动夹持卡盘机构(18)位置定为检测工位(6),另一个气动夹持卡盘机构(18)的位置为待检测工位(7);气动夹持卡盘机构(18)上设有夹持块(17),气动夹持卡盘机构(18)下部设有外齿回转支撑轴承(19);在检测工位(6)旁的底座(161)上还设有驱动工件旋转机构(21),驱动工件旋转机构(21)上设有主动齿轮(20),主动齿轮(20)与检测工位(6)处的气动夹持卡盘机构(18)的外齿回转支撑轴承(19)齿连;驱动工件旋转机构(21)通过伺服电机Ⅲ(22)的控制带动其顶端的主动齿轮(20)旋转,主动齿轮(20)又带动外齿回转支撑轴承(19)旋转;外齿回转支撑轴承(19)又带动整个气动夹持卡盘机构(18)旋转;
所述的控制电柜(10)箱,用于控制伺服电机Ⅰ(13)、伺服电机Ⅱ(23)和伺服电机Ⅲ(22)的运动,以及气动夹持卡盘(18)的松开与夹紧,实现各个运动机构联动配合完成检测区域的检测工位(6)与待检测工位(7)的工件切换;对所述超声检测探头(4)回传的数据进行处理;
工作时,通过伺服电机Ⅱ(23)控制旋转平台(24)每隔设定时间旋转180°,当其中一组所述气动夹持卡盘机构(18)进入检测工位(6)时,该气动夹持卡盘机构(18)上的外齿回转支撑轴承(19)与所述驱动工件旋转机构(21)上的主动齿轮(20)捏合,实现动力连接;使检测工位(6)上的检测工件(100)与待检测工位(7)上的待检测工件(200)的完成替换。
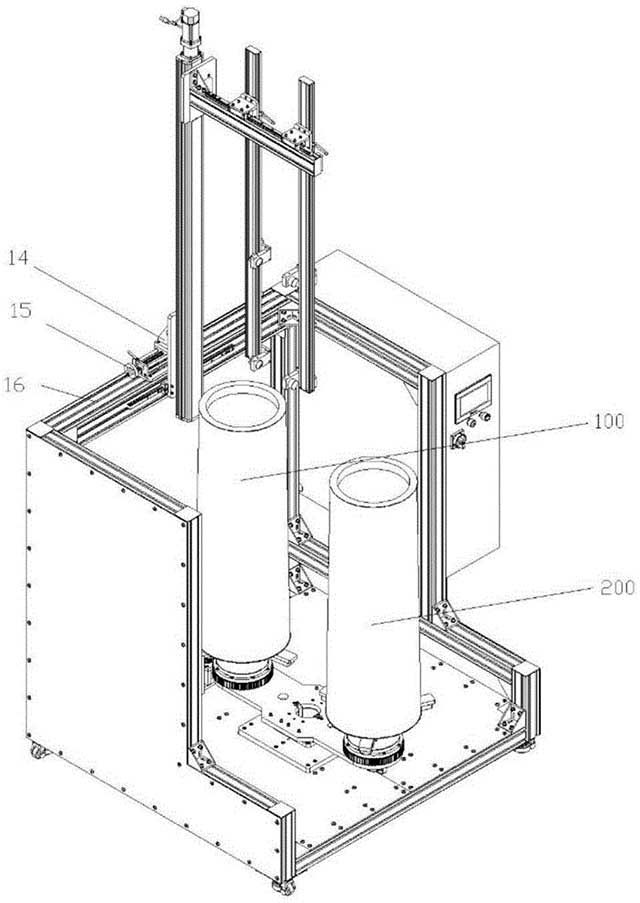
2.如权利要求1所述的一种金属筒段表面涂层无损检测装置,其特征在于,Z向升降机构(12)包括线性模组(31)和升降支架(2),探头固定块(3)上安装的超声检测探头组件(4)包括探头组A和探头组B,超声波发射探头A(33)与超声波接收探头A(34)组成的探头组A,及超声波发射探头B(35)与超声波接收探头B(36)组成的探头组B,由探头组A和探头组B两组超声检测探头组分别同心对射的布局方式;所述的超声波发射探头A(33)、超声波接收探头A(34)、超声波发射探头B(35)与超声波接收探头B(36)都是通过探头固定块(3)安装在探头间距调节块(5)上,并连接在升降支架(2),调节探头间距调节块(5)能够移动超声波发射探头A(33)、超声波接收探头A(34)、超声波发射探头B(35)与超声波接收探头B(36)在升降支架(2)上的位置;根据被检测工件(100)的高度和直径,通过探头间距调节块(5)调节探头组A和探头组B的高度和方向。
3.如权利要求1所述的一种金属筒段表面涂层无损检测装置,其特征在于,所述超声检测探头组件(4),能够通过旋转X向调节手轮(15),实现水平方向横向调节。
4.如权利要求1所述的一种金属筒段表面涂层无损检测装置,其特征在于,通过所述的旋转换料机构(21),能够进行被检测工件(100)和待检测工件(200)的往复旋转切换,实现工件检测过程中,能够完成待检测工件(200)的准备工作。
5.如权利要求1所述的一种金属筒段表面涂层无损检测装置,其特征在于,气动夹持卡盘机构(18)上的动力传递方式为,外齿回转支撑轴承(19)与所述驱动工件旋转机构(21)上的主动齿轮(20)捏合,旋转换料机构(8)在进行旋转换料的过程中,完成进入检测工位(6)的气动夹持卡盘机构(18)动力连接,离开检测工位(6)的气动夹持卡盘机构(18)动力脱离。
6.如权利要求1所述的一种金属筒段表面涂层无损检测装置,其特征在于,气动夹持卡盘机构(18)能够沿其轴心旋转,带动夹持的被检测工件(100)旋转。
7.如权利要求1所述的一种金属筒段表面涂层无损检测装置,其特征在于,气动夹持卡盘(18)的松开与夹紧,通过电磁阀的导通与断开,控制旋转换料机构(8)的旋转,在进行旋转换料的过程中,被检测工件(100)的自动夹持固定及松开功能,夹持卡块根据被检测工件(100)直径进行匹配更换。
说明书
技术领域
[0001]本发明属于涉及无损检测的技术领域,特别涉及一种金属筒段表面涂层无损检测装置。
背景技术
[0002]出于防护、绝缘、装饰等目的,大多数的金属在应用过程中,其表面都附着有或厚或薄的涂层,为了确保附着在金属筒段表面涂层无分层、夹渣、包气等缺陷,需对金属筒段表面涂层进行无损检测;当前市面上的无损检测设备多为手持式,需人工将检测探头置于需要检测的区域进行检测,由此产生诸多问题:
[0003]1、需检测的产品面积较大或产品数量较多时,人工检测速度慢、效率低。
[0004]2、同一产品无法保证检测结果的一致性,完全依赖操作人员的检测经验。
[0005]3、检测完一件产品后,需人工将检测工位上的工件进行更换和固定,更换周期长。
[0006]4、人工检测过程中,检测路径不精确,容易存在同一区域多次检测或部分区域漏检等问题。
发明内容
[0007]本发明的目的是提供了一种金属筒段表面涂层无损检测装置,以克服上述问题。
[0008]一种金属筒段表面涂层无损检测装置,其特征在于,包括:Z向升降机构12、X向调节机构14、旋转换料机构8、超声检测探头组件4、控制电柜箱10和型材框架16;型材框架16有底座162和竖框161;旋转换料机构8安装底座162上表面中间;X向调节机构14安装在竖框161上表面的水平面上;Z向升降机构12安装在X向调节机构14上;超声检测探头组件4安装在Z向升降机构12上的升降支架2上;控制电柜箱10安装在竖框161外侧;
[0009]Z向升降机构12包括通过伺服电机Ⅰ13、线性模组31、线性模组滑座32、滑台37和升降支架2,伺服电机Ⅰ13安装在线性模组31顶端面上,升降支架2通过线性模组滑座32连接在线性模组31上,线性模组滑座32的移动能够带动升降支架2实现升降功能;在线性模组31下端连接有滑台37;
[0010]所述的X向调节机构14安装于所述型材框架16的竖框161上,通过旋转X向调节机构14的X向调节手轮15驱动滑台37水平方向移动,从而带动所述Z向升降机构12同步移动;
[0011]所述的旋转换料机构8包括旋转平台24、两个气动夹持卡盘机构18和驱动工件旋转机构21;两个气动夹持卡盘机构18安装在旋转平台24上;由伺服电机Ⅱ23控制旋转平台24旋转;旋转平台24将旋转到靠近竖框161处的气动夹持卡盘机构18位置定为检测工位6,另一个气动夹持卡盘机构18的位置为待检测工位7;气动夹持卡盘机构18上设有夹持块17,气动夹持卡盘机构18下部设有外齿回转支撑轴承19;在检测工位6旁的底座161上还设有驱动工件旋转机构21,驱动工件旋转机构21上设有主动齿轮20,主动齿轮20与检测工位6处的气动夹持卡盘机构18的外齿回转支撑轴承19齿连;驱动工件旋转机构21通过伺服电机Ⅲ22的控制带动其顶端的主动齿轮20旋转,主动齿轮20又带动外齿回转支撑轴承19旋转;外齿回转支撑轴承19又带动整个气动夹持卡盘机构18旋转;
[0012]所述的控制电柜10箱,用于控制伺服电机Ⅰ、伺服电机Ⅱ和伺服电机Ⅲ的运动,以及气动夹持卡盘18的松开与夹紧,实现各个运动机构联动配合完成检测区域的检测工位6与待检测工位7的工件切换;对所述超声检测探头4回传的数据进行处理;
[0013]工作时,通过伺服电机Ⅱ23控制旋转平台24每隔设定时间旋转180°,当其中一组所述气动夹持卡盘机构18进入检测工位6时,该气动夹持卡盘机构18上的外齿回转支撑轴承19与所述驱动工件旋转机构21上的主动齿轮20捏合,实现动力连接;使检测工位6上的检测工件100与待检测工位7上的待检测工件200的完成替换。
[0014]所述的Z向升降机构12包括线性模组31和升降支架2,探头固定块3上安装的超声检测探头组件4包括探头组A和探头组B,超声波发射探头A 33与超声波接收探头A 34组成的探头组A,及超声波发射探头B 35与超声波接收探头B 36组成的探头组B,由探头组A和探头组B两组超声检测探头组分别同心对射的布局方式;所述的超声波发射探头A 33、超声波接收探头A 34、超声波发射探头B 35与超声波接收探头B 36都是通过探头固定块3安装在探头间距调节块5上,并连接在升降支架2,调节探头间距调节块5能够移动超声波发射探头A 33、超声波接收探头A 34、超声波发射探头B 35与超声波接收探头B 36在升降支架2上的位置;根据被检测工件100的高度和直径,通过探头间距调节块5调节探头组A和探头组B的高度和方向。
[0015]所述超声检测探头组件4,能够通过旋转X向调节手轮15,实现水平方向横向调节。
[0016]通过所述的旋转换料机构21,能够进行被检测工件100和待检测工件200的往复旋转切换,实现工件检测过程中,能够完成待检测工件200的准备工作。
[0017]气动夹持卡盘机构18上的动力传递方式为,外齿回转支撑轴承19与所述驱动工件旋转机构21上的主动齿轮20捏合,旋转换料机构8在进行旋转换料的过程中,完成进入检测工位6的气动夹持卡盘机构18动力连接,离开检测工位6的气动夹持卡盘机构18动力脱离。
[0018]气动夹持卡盘机构18能够沿其轴心旋转,带动夹持的被检测工件100旋转。
[0019]气动夹持卡盘18的松开与夹紧,通过电磁阀的导通与断开,控制旋转换料机构8的旋转,在进行旋转换料的过程中,被检测工件100的自动夹持固定及松开功能,夹持卡块根据被检测工件100直径进行匹配更换。
[0020]本发明与现有技术相比的有益效果为:本发明提出的一种金属筒段表面涂层无损检测装置,实现了金属筒段表面涂层的无损检测。通过Z向升降机构的升降功能,实现金属筒段表面涂层轴向方向的扫查;通过驱动工件旋转机构带动工件的旋转,实现金属筒段表面涂层周向方向的扫查;Z向升降机构与驱动工件旋转机构的联动,实现金属筒段表面涂层的整体自动扫查;通过旋转换料机构,实现工件从待检测工位与待检测工位的切换,检测工位的工件在扫查时,可更换待检测工位上的工件,等待检测;通过气动夹持卡盘机构,实现工件的自动夹持与松开功能;通过旋转换料机构与气动夹持卡盘机构的联动,能够实现检测工件的自动更换和固定功能;通过调整Z向升降机构的升降架和气动夹持卡盘机构上的夹持块,能够实现不同直径、高度金属筒段表面涂层的无损检测。通过两组超声探头组同时进行扫查,能够使检测速率翻倍。
附图说明
[0021]图1、为本发明的结构组成示意图;
[0022]图2、为本发明向升降机构12结构示意图;
[0023]图3、为本发明实施例一结构示意图;
[0024]图4、为本发明检测状态示意图;
[0025]图5、为本发明旋转换料机构8结构示意图;
[0026]图6、为本发明实施例一中向升降机构12结构示意图;
[0027]图7、为图3中升降机构12局部结构放大图;
[0028]图8、为检测件扫描图像结果示意例。
[0029]其中,1-Y向可调节把手,2-升降支架,3-探头固定块,4-超声检测探头组件,5-探头间距调节块,6-检测工位,7-待检测工位,8-旋转换料机构,9-显示触摸屏,10-控制电柜箱,11-限位调整块,12-Z向升降机构,13-伺服电机Ⅰ,14-X向调节机构,15-X向调节手轮,16-型材框架,17-夹持块,18-气动夹持卡盘机构,19-外齿回转支撑轴承,20-主动齿轮,21-驱动工件旋转机构,22-伺服电机Ⅲ,23-伺服电机Ⅱ,24-旋转平台,31-线性模组,32-线性模组滑座,33-超声波发射探头A,34-超声波接收探头A,35-超声波发射探头B,36-超声波接收探头B,37-滑台,100-被检测工件,200-待检测工件。
具体实施方式
[0030]一种金属筒段表面涂层无损检测装置,包括:
[0031]Z向升降机构、X向调节机构、换料旋转机构、气动夹持卡盘机构、驱动工件旋转机构、超声检测探头、控制电柜箱、型材框架;
[0032]所述Z向升降机构,安装于所述X向调节机构上,通过伺服电机Ⅰ控制线性模组移动,带动升降支架实现升降功能。
[0033]所述X向调节机构,安装于所述型材框架上,通过旋转X向调节手轮,驱动滑台水平方向移动,带动所述Z向升降机构同步移动,实现所述超声波检测探头的水平方向调节。
[0034]所述旋转换料机构,安装于所述型材框架上,通过伺服电机Ⅱ控制旋转平台旋转180°,实现检测工位的工件与待检测工位的工件的替换。
[0035]所述气动夹持卡盘机构,共两组,均安装于所述旋转换料机构上,通过所述气动夹持卡盘机构中的外齿回转支撑轴承,实现气动夹持卡盘机构能够沿其轴心旋转,带动夹持的工件旋转,夹持块可根据工件尺寸进行匹配更换。
[0036]所述驱动工件旋转机构,安装于所述型材框架上,通过伺服电机Ⅲ控制带动其顶端的主动齿轮旋转;当其中一组所述气动夹持卡盘机构进入检测工位时,所述气动夹持卡盘机构上的外齿回转支撑轴承与所述驱动工件旋转机构上的主动齿轮捏合,实现动力连接;
[0037]所述超声检测探头,安装于所述Z向升降机构的升降支架上,上下共两组共同工作,使检测效率提升一倍;
[0038]所述控制电柜箱,安装于所述型材框架侧面;用于控制伺服电机Ⅰ、伺服电机Ⅱ、伺服电机Ⅲ的运动、气动夹持卡盘的松开与夹紧,实现各个运动机构联动配合完成检测区域的检测工位6与待检测工位7的工件切换;处理所述超声检测探头回传的数据并进行处理;
[0039]所述型材框架,用于各个机构的安装与固定。
[0040]下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述的本发明实施例组件可以以各种不同的配置来布置和设计。
[0041]因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制本发明的保护范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0042]为使本使用发明实施例的目的、技术方案和优点更加通俗易懂,下面将结合下面将结合本发明实施例中的附图和具体实施方式对本发明作进一步详细的说明。
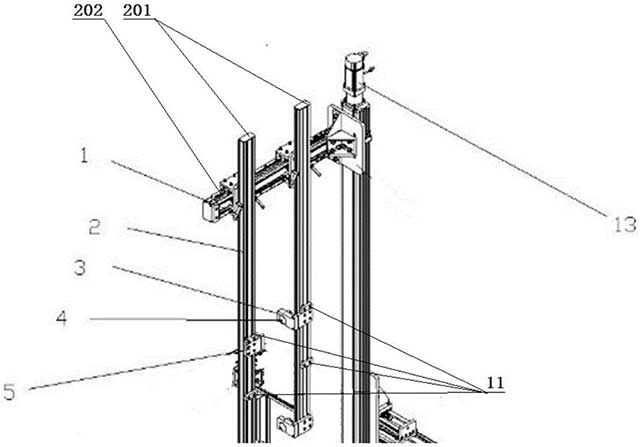
[0043]该检测装置包括:如图1所示,Z向升降机构12,安装于所述X向调节机构14上,通过伺服电机Ⅰ13控制线性模组移动,带动升降支架11实现升降功能;如图2所示,X向调节机构14,安装于所述型材框架16上,通过旋转X向调节手轮15,驱动滑台水平方向移动,带动所述Z向升降机构12同步移动,实现所述超声检测探头4的水平方向调节;如图1所示,旋转换料机构8,安装于所述型材框架16上,通过伺服电机Ⅱ23控制旋转平台24旋转180°,实现检测工位的工件与待检测工位的工件的替换;如图3所示气动夹持卡盘机构18,共两组,均安装于所述旋转换料机构8上,通过所述气动夹持卡盘机构18中的外齿回转支撑轴承19,实现气动夹持卡盘机构18能够沿其轴心旋转,带动夹持的工件旋转,夹持块17可根据工件内径尺寸进行匹配更换;如图1所示,驱动工件旋转机构21,安装于所述型材框架16上,通过伺服电机Ⅲ22控制带动其顶端的主动齿轮20旋转;如图3所示,当其中一组所述气动夹持卡盘机构18进入检测工位6时,所述气动夹持卡盘机构18上的外齿回转支撑轴承19与所述驱动工件旋转机构21上的主动齿轮20捏合,实现动力连接;如图1所示,超声检测探头组件4,安装于Z向升降机构12的升降支架2上,上下共两组共同工作,使检测效率提升一倍;如图1所示,控制电柜箱10,安装于所述型材框架16侧面;用于控制伺服电机Ⅰ13、伺服电机Ⅱ23、伺服电机Ⅲ22的运动、气动夹持卡盘的松开与夹紧,实现各个运动机构联动配合完成检测区域的扫查和检测工位6与待检测工位7的工件切换,并处理所述所述超声检测探头回传的数据并进行处理;型材框架16,用于各个机构的安装与固定。
[0044]本发明用于一种金属筒段表面涂层无损检测装置的工作原理如下:
[0045]进行检测前先根据所检测的工件进行适应性调节:夹持块可根据工件尺寸进行匹配更换旋转X向调节手轮15,驱动滑台水平方向移动,带动所述Z向升降机构12同步移动,使超声检测探头组件4的轴心与检测工位6的轴心在同一平面内;逆时针旋转4个Y向可调节把手1,使两根升降支架2能够前后滑动,使得前支架与后支架上安装的超声检测探头分别距待检测的工件内表面和外表面5-10mm的范围内,顺时针旋转4个Y向可调节把手1,固定两根升降支架2;检测探头一次可兼容H1和H2两种高度规格的工件(H1>H2),松开上、下各2个限位调整块11,使上方限位调整块11的下表面与下方探头间距调节块的上表面的间距为H1/2,下方限位调整块11的上表面与下方探头间距调节块的下表面的间距为H2/2。当检测H1高度的产品时,将探头间距调节块5的上表面贴紧上方限位调整块11的下表面,拧紧螺钉固定即可;同理,当检测H2高度的产品时,需将探头间距调节块5的下表面贴紧下方限位调整块11的上表面。检测其他尺寸的工件时,需重复上诉操作,重新调整上方限位调整块11或下方限位调整块的位置。
[0046]将需检测的工件由操作人员放至待检测工位7的气动夹持卡盘上,夹持块17可根据工件内径尺寸进行匹配更换;在触摸屏上点击“更换工件”,气动夹持卡盘机构18自动夹持固定好工件;旋转换料机构8将工件旋转至检测工位,并将检测工位6上检测完成的工件旋转至待检测工位7,到位后气动夹持卡盘机构18自动松开待检测工位7上的工件;在触摸屏上点击“开始检测”,Z向升降机构12带动两组超声波探头4下降至检测起点位置,开始启动两组超声波探头4进行扫查。扫查方式为螺旋扫查,即驱动工件旋转机构21带动工件匀速旋转1圈的同时,Z向升降机构12带动两组超声波探头4匀速下降距离k,旋转n圈后扫查完成,H/2=n*k;其中H为当前检测工件高度;扫查过程中,操作人员,可将检测完成的工件从检测工位7取下,更换下一个需检测的工件;检测完成后,Z向升降机构12自动带动两组超声波探头4上升至待机位置;旋转换料机构8再次旋转180°,检测完成的工件再次由检测工位7切换至带检测工位;至此,单个工件的检测流程完成,检测数据和图像结果将保存至控制电柜箱10内的计算机硬盘中;扫描图像结果如图4所示,未发现明显缺陷;如发现明显缺陷,参照扫描图像结果即可找到缺陷部位。
[0047]一种金属筒段表面涂层无损检测装置,其特征在于,包括:
[0048]Z向升降机构、X向调节机构、换料旋转机构、气动夹持卡盘机构、驱动工件旋转机构、超声检测探头、控制电柜箱、型材框架;
[0049]所述Z向升降机构,安装于所述X向调节机构上,通过伺服电机Ⅰ控制线性模组移动,带动升降支架实现升降功能。
[0050]所述X向调节机构,安装于所述型材框架上,通过旋转X向调节手轮,驱动滑台水平方向移动,带动所述Z向升降机构同步移动,实现所述超声波检测探头的水平方向调节。
[0051]所述旋转换料机构,安装于所述型材框架上,通过伺服电机Ⅱ控制旋转平台旋转180°,实现检测工位的工件与待检测工位的工件的替换。
[0052]所述气动夹持卡盘机构,共两组,均安装于所述旋转换料机构上,通过所述气动夹持卡盘机构中的外齿回转支撑轴承,实现气动夹持卡盘机构能够沿其轴心旋转,带动夹持的工件旋转。
[0053]所述驱动工件旋转机构,安装于所述型材框架上,通过伺服电机Ⅲ控制带动其顶端的主动齿轮旋转;当其中一组所述气动夹持卡盘机构进入检测工位时,所述气动夹持卡盘机构上的外齿回转支撑轴承与所述驱动工件旋转机构上的主动齿轮捏合,实现动力连接;
[0054]所述超声检测探头,安装于所述Z向升降机构的升降支架上,上下共两组共同工作,使检测效率提升一倍;
[0055]所述控制电柜箱,安装于所述型材框架侧面;用于控制伺服电机Ⅰ、伺服电机Ⅱ、伺服电机Ⅲ的运动、气动夹持卡盘的松开与夹紧,实现各个运动机构联动配合完成检测区域的检测工位6与待检测工位7的工件切换;所述超声检测探头回传的数据并进行处理;
[0056]检测装置还包括,Z向升降机构中升降支架上的两组超声检测探头同心对射的布局方式。
[0057]两组超声检测探头位置可根据检测工件的高度、直径进行快速的位置调整匹配的方法。
[0058]所述超声波检测探头,可通过旋转X向调节手轮,实现水平方向横向调节。
[0059]通过所述的旋转换料机构,可进行检测工件和待检测工件的往复旋转切换,实现工件检测过程中,能够完成待检测工件的准备工作。
[0060]气动夹持卡盘机构上的动力传递方式为,外齿回转支撑轴承与所述驱动工件旋转机构上的主动齿轮捏合,旋转换料机构在进行旋转换料的过程中,完成进入检测工位的气动夹持卡盘机构动力连接,离开检测工位的气动夹持卡盘机构动力脱离。
[0061]气动夹持卡盘机构能够沿其轴心旋转,带动夹持的工件旋转。
[0062]气动夹持卡盘的松开与夹紧,通过电磁阀的导通与断开控制,实现旋转换料机构在进行旋转换料的过程中,工件的自动夹持固定及松开功能,夹持卡块可根据,工件直径进行匹配更换。
[0063]本发明涉及一种金属筒段表面涂层无损检测装置,包括Z向升降机构、X向调节机构、换料旋转机构、气动夹持卡盘机构、驱动工件旋转机构、超声检测探头、控制电柜箱、型材框架;待检测工件放置于待检测工位的气动夹持卡盘上,操作触摸屏,工件将自动夹持固定,并旋转进入检测检测工位;Z向升降机构带动两组超声检测探头,从待机位置移动至设定好的检测起点位置,开始进行扫查检测;驱动工件旋转机构带动检测工位的气动夹持卡盘机上的工件构匀速旋转,同时Z向升降机构带动两组超声检测探头匀速下降,实现整体螺旋扫查;扫查完成后,Z向升降机构带动两组超声检测探头上升回到待机位置,检测完成的工件旋转回到待检测位置,待检测工件进入检测位,单个检测工序即完成;超声检测数据和图像结果自动存入控制电柜箱内的计算机硬盘内,通过比对分析超声检测数据和图像结果,可得到金属筒段表面涂层是否存在明显缺陷,缺陷的位置、大小等无损检测信息。本发明有效提高了金属筒段表面涂层超声无损检测的检测效率和数据可靠性,装置调节方便对检测工件的产品兼容性好、适用范围广、操作过程简单,对操作人员的专业技术水平要求低,适合金属筒段表面涂层批量化无损检测。
说明书附图(8)

声明:
“金属筒段表面涂层无损检测装置” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 652
编辑:北方有色网
来源:北京新风航天装备有限公司
652
编辑:北方有色网
来源:北京新风航天装备有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















