权利要求书: 1.一种层压钢板镭射测厚仪,包括机架,其特征在于:所述机架上设置有主动辊、从动辊,主动辊、从动辊对称设置在机架上且主动辊、从动辊均与机架可转动连接,机架上固定连接有动力电机,动力电机与主动辊传动连接,主动辊与从动辊之间套接有传输带并通过传输带带动从动辊旋转,传输带输送方向的一端设置有辅助辊,辅助辊与机架可转动连接,辅助辊上端面与传输带上端面相齐平;所述辅助辊与传输带之间设置有支撑架,支撑架上固定连接有固定板,固定板上设置有贯穿通孔,贯穿通孔的长度与传输带的宽度方向相一致,贯穿通孔的高度与传输带上端面的高度相一致;固定板上固定连接有镭射上
传感器、镭射下传感器,镭射上传感器、镭射下传感器分别位于贯穿通孔的上下两端且镭射上传感器与镭射下传感器相对应设置。
2.如权利要求1所述的层压钢板镭射测厚仪,其特征在于:所述支撑架呈倒置的U型状设置且支撑架长度方向的两端分别固定连接在机架的前后两侧;所述固定板上固定连接有三个镭射上传感器、三个镭射下传感器,三个镭射上传感器沿贯穿通孔的长度方向等间距设置;所述三个镭射下传感器分别与三个镭射上传感器相对应设置。
3.如权利要求2所述的层压钢板镭射测厚仪,其特征在于:所述机架上可拆卸连接有检测架,检测架位于辅助辊上方,检测架的长度方向与支撑架的长度方向相一致,检测架长度方向的两端均固定连接有安装板,安装板底端设置有固定螺孔并通过固定螺孔与机架螺栓连接,检测架上沿检测架的长度方向设置有三个测试板,三个测试板与三个镭射上传感器相对应设置,测试板上设置有第一测试孔、第二测试孔,第一测试孔、第二测试孔沿传输带的输送方向设置;当安装板与机架螺栓连接时,测试板位于镭射上传感器与镭射下传感器之间,第一测试孔或第二测试孔位于镭射上传感器的发射孔与镭射下传感器的接收孔之间。
4.如权利要求3所述的层压钢板镭射测厚仪,其特征在于:所述第一测试孔内固定连接有1mm厚度的陶瓷块,第二测试孔内固定连接有2mm厚度的陶瓷块。
5.如权利要求4所述的层压钢板镭射测厚仪,其特征在于:所述机架上设置有三个调节螺孔,三个调节螺孔沿传输带的输送方向等间距设置;所述安装板底端沿传输带的输送方向设置有两个固定螺孔;当两个固定螺孔与靠近传输带方向的两个调节螺孔相连接时,测试板上的第一测试孔位于镭射上传感器的发射孔与镭射下传感器的接收孔之间;当两个固定螺孔与远离传输带方向的两个调节螺孔相连接时,测试板上的第二测试孔位于镭射上传感器的发射孔与镭射下传感器的接收孔之间。
6.如权利要求5所述的层压钢板镭射测厚仪,其特征在于:所述机架上固定连接有显示屏,显示屏与镭射下传感器的信号接口线路连接。
7.如权利要求6所述的层压钢板镭射测厚仪,其特征在于:所述传输带有两个且两个传输带并排套接在主动辊、从动辊外侧。
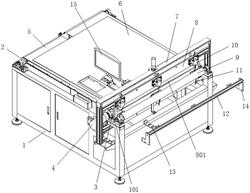
说明书: 一种层压钢板镭射测厚仪技术领域[0001] 本实用新型涉及钢板生产领域,尤其涉及一种层压钢板镭射测厚仪。背景技术[0002] 对于研磨后的钢板,需要测量其厚度是否满足生产要求,现有的钢板厚度测量方式为手工测量,其测量效率较低,劳动强度大,严重影响了钢板的生产速率,有必要对其进行改进。发明内容[0003] 本实用新型目的是针对上述问题,提供一种结构简单、使用便利的层压钢板镭射测厚仪。[0004] 为了实现上述目的,本实用新型的技术方案是:[0005] 一种层压钢板镭射测厚仪,包括机架,所述机架上设置有主动辊、从动辊,主动辊、从动辊对称设置在机架上且主动辊、从动辊均与机架可转动连接,机架上固定连接有动力电机,动力电机与主动辊传动连接,主动辊与从动辊之间套接有传输带并通过传输带带动从动辊旋转,传输带输送方向的一端设置有辅助辊,辅助辊与机架可转动连接,辅助辊上端面与传输带上端面相齐平;所述辅助辊与传输带之间设置有支撑架,支撑架上固定连接有固定板,固定板上设置有贯穿通孔,贯穿通孔的长度与传输带的宽度方向相一致,贯穿通孔的高度与传输带上端面的高度相一致;固定板上固定连接有镭射上传感器、镭射下传感器,镭射上传感器、镭射下传感器分别位于贯穿通孔的上下两端且镭射上传感器与镭射下传感器相对应设置。[0006] 进一步的,所述支撑架呈倒置的U型状设置且支撑架长度方向的两端分别固定连接在机架的前后两侧;所述固定板上固定连接有三个镭射上传感器、三个镭射下传感器,三个镭射上传感器沿贯穿通孔的长度方向等间距设置;所述三个镭射下传感器分别与三个镭射上传感器相对应设置。[0007] 进一步的,所述机架上可拆卸连接有检测架,检测架位于辅助辊上方,检测架的长度方向与支撑架的长度方向相一致,检测架长度方向的两端均固定连接有安装板,安装板底端设置有固定螺孔并通过固定螺孔与机架螺栓连接,检测架上沿检测架的长度方向设置有三个测试板,三个测试板与三个镭射上传感器相对应设置,测试板上设置有第一测试孔、第二测试孔,第一测试孔、第二测试孔沿传输带的输送方向设置;当安装板与机架螺栓连接时,测试板位于镭射上传感器与镭射下传感器之间,第一测试孔或第二测试孔位于镭射上传感器的发射孔与镭射下传感器的接收孔之间。[0008] 进一步的,所述第一测试孔内固定连接有1mm厚度的陶瓷标准块,第二测试孔内固定连接有2mm厚度的陶瓷标准块。[0009] 进一步的,所述机架上设置有三个调节螺孔,三个调节螺孔沿传输带的输送方向等间距设置;所述安装板底端沿传输带的输送方向设置有两个固定螺孔;当两个固定螺孔与靠近传输带方向的两个调节螺孔相连接时,测试板上的第一测试孔位于镭射上传感器的发射孔与镭射下传感器的接收孔之间;当两个固定螺孔与远离传输带方向的两个调节螺孔相连接时,测试板上的第二测试孔位于镭射上传感器的发射孔与镭射下传感器的接收孔之间。[0010] 进一步的,所述机架上固定连接有显示屏,显示屏与镭射下传感器的信号接口线路连接。[0011] 进一步的,所述传输带有两个且两个传输带并排套接在主动辊、从动辊外侧。[0012] 与现有技术相比,本实用新型具有的优点和积极效果是:[0013] 本实用新型在进行使用时,将生产后的钢板放置在传输带上,传输带在主动辊的作用下带动钢板穿过固定板上的贯穿通孔并落到辅助辊上进行继续移动,同时通过固定板上的镭射上传感器、镭射下传感器对钢板进行厚度测量操作,其只需令钢板通过贯穿通孔即可实现厚度测量效果,不需要进行人工测量,有效提高了钢板厚度的测量效率;并且其可以按照钢板生产线的生产速率进行钢板厚度测量作业,不会对钢板生产线的生产速率造成任何影响,从而给钢板的生产作业带来了便利。附图说明[0014] 为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。[0015] 图1为本实用新型的结构示意图;[0016] 图2为检测架的结构示意图。具体实施方式[0017] 下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。[0018] 如图1、图2所示,本实施例公开了一种层压钢板镭射测厚仪,包括机架1,所述机架1上设置有主动辊3、从动辊2,主动辊3、从动辊2对称设置在机架1上且主动辊3、从动辊2均与机架1可转动连接,机架1上固定连接有动力电机4,动力电机4与主动辊3传动连接,主动辊3与从动辊2之间套接有传输带5并通过传输带5带动从动辊2旋转,所述传输带5有两个且两个传输带5并排套接在主动辊3、从动辊2外侧;传输带5上放置有钢板6并带动钢板6沿传输带5的输送方向移动,传输带5输送方向的一端设置有辅助辊9,辅助辊9与机架1可转动连接,辅助辊9上端面与传输带5上端面相齐平;所述辅助辊9与传输带5之间设置有支撑架7,支撑架7上固定连接有固定板8,固定板8上设置有贯穿通孔801,贯穿通孔801的长度与传输带5的宽度方向相一致,贯穿通孔801的高度与传输带5上端面的高度相一致;固定板8上固定连接有镭射上传感器10、镭射下传感器11,镭射上传感器10、镭射下传感器11分别位于贯穿通孔801的上、下两端且镭射上传感器10与镭射下传感器11相对应设置;所述机架1上固定连接有显示屏15,显示屏15与镭射下传感器11的信号接口线路连接。
[0019] 所述支撑架7呈倒置的U型状设置且支撑架7长度方向的两端分别固定连接在机架1的前、后两侧;所述固定板8上固定连接有三个镭射上传感器10、三个镭射下传感器11,三个镭射上传感器10沿贯穿通孔801的长度方向等间距设置;所述三个镭射下传感器11分别与三个镭射上传感器10相对应设置。
[0020] 通过使用三个镭射传感器可以在大面积上对钢板的厚度进行测量,避免了钢板厚度不均匀的状况发生,提高了钢板的厚度检测效果。[0021] 所述机架1上可拆卸连接有检测架12,检测架12位于辅助辊9上方,检测架12的长度方向与支撑架7的长度方向相一致,检测架12长度方向的两端均固定连接有安装板14,安装板14底端设置有固定螺孔1401并通过固定螺孔1401与机架1螺栓连接,检测架12上沿检测架12的长度方向设置有三个测试板13,三个测试板13与三个镭射上传感器10相对应设置,测试板13上设置有第一测试孔1301、第二测试孔1302,第一测试孔1301、第二测试孔1302沿传输带5的输送方向设置;当安装板14与机架1螺栓连接时,测试板13位于镭射上传感器10与镭射下传感器11之间,第一测试孔1301或第二测试孔1302位于镭射上传感器10的发射孔与镭射下传感器11的接收孔之间。
[0022] 所述第一测试孔1301内固定连接有1mm厚度的陶瓷标准块,第二测试孔1302内固定连接有2mm厚度的陶瓷标准块。[0023] 所述机架1上设置有三个调节螺孔101,三个调节螺孔101沿传输带5的输送方向等间距设置;所述安装板14底端沿传输带5的输送方向设置有两个固定螺孔1401;当两个固定螺孔1401与靠近传输带5方向的两个调节螺孔101相连接时,测试板13上的第一测试孔1301位于镭射上传感器10的发射孔与镭射下传感器11的接收孔之间;当两个固定螺孔1401与远离传输带5方向的两个调节螺孔101相连接时,测试板13上的第二测试孔1302位于镭射上传感器10的发射孔与镭射下传感器11的接收孔之间。[0024] 检测架上设置陶瓷标准块的设计,使得在使用一段时间后,可以将检测架安装在机架上,令陶瓷标准块设置在镭射上传感器的发射孔与镭射下传感器的接收孔之间,通过其测量结果来对镭射上传感器、镭射下传感器进行校准操作,避免了长时间使用后镭射传感器出现测量不准的状况发生,提高了钢板的测量准确度;同时其可以通过与不同的调节螺孔进行连接,来分别对两种不同厚度的陶瓷标准块进行测量,从而令镭射传感器得到两种不用厚度数据的校准效果,该测厚仪可以测量两种不同厚度的钢板,有效提高了测厚仪的使用广泛性。[0025] 本实用新型在进行使用时,将生产后的钢板放置在传输带上,传输带在主动辊的作用下带动钢板穿过固定板上的贯穿通孔并落到辅助辊上进行继续移动,同时通过固定板上的镭射上传感器、镭射下传感器对钢板进行厚度测量操作,其只需令钢板通过贯穿通孔即可实现厚度测量效果,不需要进行人工测量,有效提高了钢板厚度的测量效率;并且其可以按照钢板生产线的生产速率进行钢板厚度测量作业,不会对钢板生产线的生产速率造成任何影响,从而给钢板的生产作业带来了便利。
声明:
“层压钢板镭射测厚仪” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 560
编辑:管理员
来源:深圳市美瑞安科技有限公司
560
编辑:管理员
来源:深圳市美瑞安科技有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















