
多工位分度式淬火机床
多工位分度式淬火机床是在传统立式单工位机床基础上增加多工位分度盘的高效设备,有双工位加热冷却、多工位小齿轮盘式淬火等多种结构形式。其床身经焊接、去应力退火及防锈处理,保证刚性和稳定性。可配置上料储料机构、上料机械手及下料输送带,提高生产效率。上料桁架机械手采用伺服驱动,精准定位工件上下料。淬火工位为双工位结构,实现工件同时加热喷液冷却,旋转速度可调。变压器安装在二维可调滑台上,方便感应器位置调节,操作便捷。
多工位分度式淬火机床介绍
多工位分度式淬火机床主要在传统立式单工位机床的基础功能上增加多工位分度盘,进行上下料,提高淬火效率。
多工位分度式淬火机床衍生机床结构形式
1.双工位加热,双工位冷却类的分度盘结构形式的机床
2.多工位小齿轮淬火的盘式淬火机床
3.四工位分度盘式淬火机床
4.四工位分度式桁架上下料、销套内壁淬火机床
5.多工位变速箱热装机
性能特点
1、 机床床身采用型钢和钢板焊接结构,整体进行去应力退火后在加工,保证良好的刚性和稳定性,具有良好的防锈抗蚀性能。
2、多工位分度式淬火机床可以配置,上料储料机构及上料机械手:由桁架实现从料框抓取工件放置于多工位机床预留的上料工位,提高淬火效率。
3、多工位淬火机床同时可以配置,下料输送带:淬火完成后,由输送带传送到下道工序。
4、上料桁架机械手:由上料输送链及挡料机构、机械手横移滑台、升降滑台、气动爪手等组成,机械手共设计2个爪手,将待淬火的工件抓取到淬火工位上,机械手的横移及升降采用伺服驱动,可满足工件上下料位置定位需要。
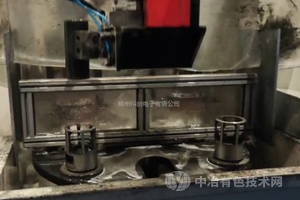
5、淬火工位:采用双工位结构,淬火时2个工件可实现同时加热喷液冷却,工件旋转采用变频电机驱动,旋转速度可数字设定和显示。
本套淬火机床同样配置有变压器移动滑台:变压器安装在二维可调滑台上, X轴方向(左右)调整范围±25㎜,Y轴方向(前后)调整范围±35㎜,电动调整。调整按钮设置在机床操作位(机床正面),可前后左右点动调节感应器位置,方便调试,操作人员在机床外面即可调节。
 718
718 


 咨询底价
咨询底价




























































































 湖北 - 武汉
湖北 - 武汉 2026年03月20日 ~ 22日
2026年03月20日 ~ 22日





