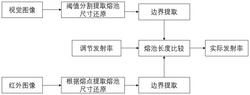
权利要求书: 1.一种增材制造中红外热像仪发射率在线标定方法,其特征在于,包括以下步骤:(1)首先,在基体上熔覆一道熔覆层,采用同轴视觉图像采集单元采集加工过程中的视觉图像,采集帧率30fps;其次,激光加工过程中熔池呈现近椭圆形;通过gamma变换和对比度调整对采集的图像进行灰度处理;再次,通过高斯滤波和中值滤波对图像进行滤波降噪处理;最后,使用阈值分割算法提取熔池视觉图像,根据边界提取算法对视觉图像内的熔池作外接矩形,测量矩形长度的像素值作为熔池长度L1;
(2)采用旁轴红外热像仪位于激光头及基体侧面,对整个工件的加工过程进行监测,采集频率30fps,得到红外图像;提取红外图像数据并建立目标矩阵,其中,目标矩阵的每个数值占一个像素点;通过目标矩阵识别是否处于加工状态,当目标矩阵中的数据存在大于材料熔点的值时,表示产生熔池,否则未产生熔池;产生熔池后,根据目标矩阵绘制温度的二维等温线图,找到二维等温线图上数值等于工件材料熔点的温度值所在的位置,提取出熔点所在的等温线得到红外图像中的熔池轮廓,标注出红外图像中该熔池长度的像素值L2,并将L2投射到红外图像中x坐标轴和y坐标轴上,得到x方向的像素值Lx,y方向的像素值Ly;
(3)对步骤(1)提取的熔池视觉图像进行尺寸还原;由于采用同轴视觉图像采集单元进行监测,通过标定板标定图像与实际尺寸的比例,图像像素值与实际尺寸的比例为n∶1;熔池视觉图像的实际尺寸根据公式(1)得到;
L=L1/n
其中,L为熔池视觉图像的实际尺寸;
(4)通过红外热像仪空间尺寸转换模块对步骤(2)提取的红外图像进行尺寸还原;根据标定数据对尺寸进行还原,首先得到聚焦平面的像素点尺寸,然后根据几何关系计算像素点在x方向和y方向的实际尺寸,最后由像素值得到红外图像实际熔池长度;所述的聚焦平面为旁轴红外热像仪的拍摄平面,到镜头距离为R且垂直于旁轴红外热像仪的拍摄方向;所述的标定数据包括旁轴红外热像仪的内部参数、拍摄距离R和拍摄角度α,其中旁轴红外热像仪的内部参数包括瞬时视场角IFO、视场角FO,视场角FO采用垂直视场角;
4.1)红外图像中像素点在x方向的实际尺寸与在聚焦平面上尺寸相同,通过公式(2)得到:
Δx≈R×IFO(2)
其中,Δx为像素点在x方向的实际尺寸,R为旁轴红外热像仪的镜头到测量工件的实际距离,IFO为旁轴红外热像仪的瞬时视场角;
4.2)红外图像中像素点在y方向的实际尺寸通过以下方式得到:首先,通过公式(3)得到的聚焦平面上像素点在y方向尺寸;
Δy1≈R×IFO(3)其中,Δy1为聚焦平面上像素点在y方向的尺寸,R为旁轴红外热像仪到测量工件的实际距离,IFO为瞬时视场角;
其次,像素点在y方向的实际尺寸要根据视场角FO以及几何关系计算得到;具体计算在聚焦平面和基体平面同时垂直的平面内进行;通过以下公式得到各个角度:γ=?α?β+180°(5)θ=FO+γ(6)
其中,α为旁轴红外热像仪拍摄方向与垂直方向的夹角,β为聚焦平面与视场角上限的夹角,γ为基体平面与视场角上限的夹角,θ为基体平面与视场角下限的夹角,δ为聚焦平面与视场角下限的夹角;FO为旁轴红外热像仪内部参数视场角,此处采用垂直视场角;
最后,计算像素点在y方向的实际尺寸,聚焦平面与基体平面相交线上下两部分算法不同;
所述聚焦平面上半平面的像素点在y方向的实际尺寸为:其中,Δy为像素点在y方向的实际尺寸,Δy1为聚焦平面上像素点在y方向的尺寸,β为聚焦平面与视场角上限的夹角,γ为基体平面与视场角上限的夹角;
所述聚焦平面下半平面的像素点在y方向的实际尺寸为:其中,Δy为像素点在y方向的实际尺寸,Δy1为聚焦平面上像素点在y方向的尺寸,θ为基体平面与视场角下限的夹角,δ为聚焦平面与视场角下限的夹角;
4.3)根据步骤4.1)和步骤4.2)得到的像素点实际尺寸,将步骤2得到的红外图像中熔池的尺寸进行换算:
x=Δx×Lx(10)
y=Δy×Ly(11)
其中,x为x方向的实际投影长度,y为y方向的实际投影长度,Lx为x方向投影的像素值,Ly为y方向投影的像素值,Δx为像素点在x方向的实际长度,Δy为像素点在y方向的实际长度;
熔池实际尺寸为:
其中,l为红外图像实际熔池长度;
(5)对旁轴红外热像仪的发射率进行在线标定将步骤(3)得到的视觉图像实际熔池长度L与步骤(4)红外图像实际熔池长度l进行比较,同时调节旁轴红外热像仪的发射率的数值,使二者的熔池长度相等,此时的发射率即是加工过程中的实际发射率。
2.根据权利要求1所述的一种增材制造中红外热像仪发射率在线标定方法,其特征在于,所述图像同轴采集单元包含视觉相机、滤光片和镜头,镜头和视觉相机能够清晰地捕获每一个时刻的熔池图像,滤光片用来对强光和干扰进行过滤。
说明书: 一种增材制造中红外热像仪发射率在线标定方法技术领域[0001] 本发明属于增材制造在线监测技术领域,涉及一种增材制造中红外热像仪发射率在线标定方法,同时也适用于其他可基于图像的温度监测领域。
背景技术[0002] 增材制造技术是一种先进的制造技术,主要应用于零部件直接成形、表面改性、高端零部件修复等领域。目前,金属、合金和金属基
复合材料的增材制造技术面临着质量可靠
性差与生产重复性低等挑战,其尺寸精度、内部缺陷等问题影响着该技术的普及和应用。增
材制造是一个多物理场耦合的过程,其中温度场是对产品质量有重要影响的物理场。
[0003] 加工过程中热源?粉末?基体相互作用使得加工零件经历高度非均匀温度场和快速热循环,热场分析是其制造工艺路径与工件质量之间的关键环节,有必要对增材制造温
度场进行深入分析,由于金属增材制造温度较高,因此常用非接触式测量手段进行监测,如
红外热像仪广泛用于增材制造的温度监测。红外热像仪可对物体身上发射的红外线辐射进
行测量和成像。根据辐射与物体表面温度成一函数的原理,红外热像仪可计算并显示出该
温度。但是,红外热像仪所测量的辐射值不仅取决于物体的温度,还会随发射率变化。使用
红外热像仪监测温度要正确设定的最重要的一个物体参数是发射率,简而言之,发射率是
通过与相同温度的绝对黑体相比较,来衡量物体辐射量的一个指标。然而周围环境也会产
生辐射,并在物体中进行反射,物体的辐射以及被反射的辐射还会受到空气吸收作用的影
响。增材制造过程的复杂加工环境使得红外热像仪设置的发射率难以确定,直接使用已有
的参考数据往往会导致较大的误差,采用热电偶等接触式测量方法又无法直接测量熔池区
域的高温。
[0004] 因此,为了提高过程温度监测的精度,有必要寻找一种能够准确标定发射率的方法。本发明基于视觉检测进行发射率标定,在原有增材制造和监测系统的基础上,将视觉相
机与红外热像仪得到的图像进行融合,通过调节红外热像仪设置的发射率,保证视觉图像
中的熔池长度与红外图像熔池长度相等,此时的发射率即是加工过程的实际发射率。
发明内容[0005] 针对现有方法的不足,本发明提供一种增材制造过程中红外热像仪发射率在线标定方法,该方法基于图像检测技术,具有实时性好,视觉信号处理速度快,准确性好,不受加
工材料、环境的影响等优势,切实解决了增材制造中工件发射率随环境变化并难以标定的
问题,从而有效的提高过程温度监测的精度,为增材制造的过程监测的准确性、最终产品的
质量提供了保障。
[0006] 为了达到上述目的,本发明采用的技术方案为:[0007] 一种增材制造中红外热像仪发射率在线标定方法,该方法在原有的增材制造及其在线监测系统的基础上,增加旁轴红外热像仪7和在线图像处理单元。原有增材制造及其在
线监测系统包含激光器1、激光头3、材料进给装置4、同轴视觉图像采集单元5。所述的在线
图像处理单元包括灰度处理模块、图像滤波降噪模块、图像提取模块、红外热像仪空间尺寸
转换模块。所述的旁轴红外热像仪7位于激光头3及基体侧面,用于对熔池温度场进行监测。
[0008] 步骤如下:[0009] (1)在基体上熔覆一道熔覆层,采用同轴视觉图像采集单元5采集加工过程中的视觉图像,采集帧率30fps。激光加工过程中熔池呈现近椭圆形;灰度处理模块通过gamma变换
和对比度调整对采集的图像进行灰度处理;图像滤波降噪模块通过高斯滤波和中值滤波对
图像进行滤波降噪处理;图像提取模块使用阈值分割算法提取熔池视觉图像,根据边界提
取算法对视觉图像内的熔池作外接矩形,测量矩形长度的像素值作为熔池长度L1。
[0010] (2)采用旁轴红外热像仪7对整个工件的加工过程进行监测,采集频率30fps,得到红外图像。提取红外图像数据并建立目标矩阵,其中,目标矩阵的每个数值占一个像素点。
通过目标矩阵识别是否处于加工状态,当目标矩阵中的数据存在大于材料熔点的值时,表
示产生熔池,否则未产生熔池。产生熔池后,根据目标矩阵绘制温度的二维等温线图,找到
二维等温线图上数值等于工件材料熔点的温度值所在的位置,提取出熔点所在的等温线得
到红外图像中的熔池轮廓,标注出红外图像中该熔池长度的像素值L2,由于熔池长度可能
并不平行、垂直于红外图像的x,y坐标轴,所以将L2投射到红外图像中x坐标轴和y坐标轴
上,得到x方向的像素值Lx,y方向的像素值Ly。
[0011] (3)对步骤(1)提取的熔池视觉图像进行尺寸还原。由于采用同轴视觉图像采集单元5进行监测,可以通过标定板标定图像与实际尺寸的比例,图像像素值与实际尺寸的比例
为n:1;熔池视觉图像的实际尺寸根据公式(1)得到。
[0012] L=L1/n[0013] 其中,L为熔池视觉图像的实际尺寸。[0014] (4)通过红外热像仪空间尺寸转换模块对步骤(2)提取的红外图像进行尺寸还原。由于采用旁轴红外热像仪7进行监测,工件尺寸在红外热像仪中会发生畸变,所以根据标定
数据对尺寸进行还原,首先得到聚焦平面的像素点尺寸,然后根据几何关系计算像素点在x
方向和y方向的实际尺寸,最后由像素值得到红外图像实际熔池长度。所述的聚焦平面为红
外热像仪7的拍摄平面,到镜头距离为R且垂直于红外热像仪7的拍摄方向;所述的标定数据
包括红外热像仪7的内部参数、拍摄距离R和拍摄角度α,其中红外热像仪7的内部参数包括
瞬时视场角IFO、视场角FO。
[0015] 4.1)红外图像中像素点在x方向的实际尺寸与在聚焦平面上尺寸相同,通过公式(2)得到:
[0016] Δx≈R×IFO(2)[0017] 其中,Δx为像素点在x方向的实际尺寸,R为红外热像仪7的镜头到测量工件的实际距离,IFO为红外热像仪7的瞬时视场角。
[0018] 4.2)红外图像中像素点在y方向的实际尺寸通过以下方式得到:[0019] 首先,通过公式(3)得到的聚焦平面上像素点在y方向尺寸。[0020] Δy1≈R×IFO(3)[0021] 其中,Δy1为聚焦平面上像素点在y方向的尺寸,R为红外热像仪7到测量工件的实际距离,IFO为瞬时视场角。
[0022] 其次,由于拍摄角度的存在,像素点在y方向的实际尺寸要根据视场角(FO)以及几何关系计算得到。具体计算在聚焦平面和基体平面同时垂直的平面内进行。
[0023] 首先得到各个角度,[0024][0025] γ=?α?β+180°(5)[0026] θ=FO+γ(6)[0027][0028] 其中,α为红外热像仪7拍摄方向与垂直方向的夹角,β为聚焦平面与视场角上限的夹角,γ为基体平面与视场角上限的夹角,θ为基体平面与视场角下限的夹角,δ为聚焦平面
与视场角下限的夹角。FO为红外热像仪7内部参数视场角,此处采用垂直视场角。
[0029] 其次,计算像素点在y方向的实际尺寸,聚焦平面与基体平面相交线上下两部分算法不同。
[0030] 聚焦平面上半平面的像素点在y方向的实际尺寸为[0031][0032] 其中,Δy为像素点在y方向的实际尺寸,Δy1为聚焦平面上像素点在y方向的尺寸,β为聚焦平面与视场角上限的夹角,γ为基体平面与视场角上限的夹角。
[0033] 聚焦平面下半平面的像素点在y方向的实际尺寸为[0034][0035] 其中,Δy为像素点在y方向的实际尺寸,Δy1为聚焦平面上像素点在y方向的尺寸,θ为基体平面与视场角下限的夹角,δ为聚焦平面与视场角下限的夹角。
[0036] 4.3)根据步骤4.1和步骤4.2得到的像素点实际尺寸,将步骤2得到的红外图像中熔池的尺寸进行换算,
[0037] x=Δx×Lx(10)[0038] y=Δy×Ly(11)[0039] 其中,x为x方向的实际投影长度,y为y方向的实际投影长度,Lx为x方向投影的像素值,Ly为y方向投影的像素值,Δx为像素点在x方向的实际长度,Δy为像素点在y方向的
实际长度。
[0040] 熔池实际尺寸为:[0041] 其中,l为红外图像实际熔池长度。[0042] (5)对红外热像仪7的发射率进行在线标定[0043] 将步骤(3)得到的视觉图像实际熔池长度L与步骤(4)红外图像实际熔池长度l进行比较,同时调节红外热像仪7的发射率的数值,使二者的熔池长度相等,此时的发射率即
是加工过程中的实际发射率。上述技术方案中,所述激光器包括半导体激光器或Nd:YAG激
光器,激光器与激光头的连接方式为光纤连接。
[0044] 所述材料进给装置为金属粉末供给装置。[0045] 所述位移装置包括数控机床或机器人。[0046] 所述图像同轴采集单元包含视觉相机、滤光片和镜头,镜头和相机可以清晰地捕获每一个时刻的熔池图像,滤光片用来对强光和干扰进行过滤。
[0047] 本发明的有益效果:[0048] (1)本发明能够对增材制造过程中红外热像仪发射率进行在线标定,通过对比融合熔池的视觉图像和红外图像,可以实时获取实际发射率,处理速度快,方法稳定可靠,受
环境影响少,能够有效降低发射率变化对温度监测结果的影响,对于类似增材制造熔池的
高温区域红外发射率标定非常适用,能够提高温度监测的精确度。
[0049] (2)本发明集成化程度高,可以直接嵌入现有的监测系统,不需要额外的硬件设备,同时经过图像信息融合可以得到更多的熔池特征信息,如熔池凝固速率、冷却速率等。
[0050] (3)本发明适用性强,对于不同进给金属材料和基体材料均适用,不受材料属性、尺寸、表面状态的影响。同时本发明也适用于其他同时进行视觉监测和红外监测的系统,
附图说明[0051] 图1为红外热像仪空间尺寸标定示意图。(a)为x方向尺寸标定示意图;(b)为y方向尺寸标定示意图;
[0052] 图2为激光增材制造在线监测系统结构示意图。[0053] 图3为红外热像仪发射率在线标定流程示意图。[0054] 图4为实验标定结果。(a)为视觉图像中熔池长度示意图;(b)为红外图像中熔池长度示意图;
[0055] 图中:1激光器;2位移装置;3激光头;4材料进给装置;5同轴视觉图像采集单元;6计算机;7红外热像仪。
具体实施方式[0056] 为了使本发明的目的、技术方案及优点更加清晰,以下结合附图及实施例,对本发明进行进一步详细说明。应该理解,此处所描述的具体实施例仅用以解释本发明,并不用于
限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之
间未构成冲突就可以互相组合。
[0057] 增材制造实验中,温度场是一个重要的物理场,其对加工产品的质量性能有很大影响,准确地提取温度信息对于增材制造生产制造高质量零部件至关重要。由于加工过程
中熔池的温度极高,非接触的红外测温法广泛应用于增材制造的过程温度监测,而发射率
的标定往往决定监测温度的准确性,传统的热电偶标定法并不适用高温的熔池,已有的参
考数据又不能精确适用于各种环境。因此,本发明充分利用现有的增材制造监测系统和先
进技术及算法,基于视觉检测技术,提出一种增材制造中热像仪发射率在线标定方法,该方
法在文件CN108931535A中原有的增材制造及其在线监测系统的基础上,增加旁轴红外热像
仪7和在线图像处理单元。原有增材制造及其在线监测系统包含激光器1、激光头3、材料进
给装置4、同轴视觉图像采集单元5。所述的在线图像处理单元包括灰度处理模块、图像滤波
降噪模块、图像提取模块、红外热像仪空间尺寸转换模块。所述的旁轴红外热像仪7位于激
光头3及基体侧面,用于对熔池温度场进行监测。
[0058] 参照图2,本实施例硬件平台包括:[0059] 激光器1:所述激光器1在本实施例中为半导体激光器;[0060] 位移装置2:所述位移装置2在本实施例中为六轴机器人;[0061] 激光头3:所述激光头3在本实施例中为激光熔覆头;[0062] 材料进给装置4:所述材料进给装置4在本实施例中为送粉器;[0063] 同轴视觉图像采集单元5:所述同轴视觉图像采集单元5中的视觉图像采集设备在本实施例中为CMOS相机;
[0064] 红外热像仪7:所述红外热像仪7在本实施例中红外分辨率为320×240。[0065] 计算机6:所述计算机6在本实施例中包含在线图像处理单元。[0066] 本实施例所采用的粉末与基体材料均为316L粉末,熔点为1375℃,粉末直径为40~120μm。
[0067] 由图3,实施例步骤为:[0068] (1)在基体上熔覆一道熔覆层,采用同轴视觉图像采集单元5采集加工过程中的视觉图像,采集帧率30fps。激光加工过程中熔池呈现近椭圆形;灰度处理模块通过gamma变换
和对比度调整对采集的图像进行灰度处理;图像滤波降噪模块通过高斯滤波和中值滤波对
图像进行滤波降噪处理;图像提取模块使用阈值分割算法提取熔池视觉图像,根据边界提
取算法对视觉图像内的熔池作外接矩形,测量矩形长度的像素值作为熔池长度L1。
[0069] (2)采用旁轴红外热像仪7对整个工件的加工过程进行监测,采集频率30fps,得到红外图像。提取红外图像数据并建立目标矩阵,其中,目标矩阵的每个数值占一个像素点。
通过目标矩阵识别是否处于加工状态,当目标矩阵中的数据存在大于材料熔点的值时,表
示产生熔池,否则未产生熔池。产生熔池后,根据目标矩阵绘制温度的二维等温线图,找到
二维等温线图上数值等于工件材料熔点的温度值所在的位置,提取出熔点所在的等温线得
到红外图像中的熔池轮廓,提取出熔点所在的等温线得到红外图像中的熔池轮廓,标注出
红外图像中该熔池长度的像素值L2,由于熔池长度可能并不平行、垂直于红外图像的x,y坐
标轴,所以将L2投射到红外图像中x坐标轴和y坐标轴上,得到x方向的像素值Lx,y方向的像
素值Ly。
[0070] (3)对步骤(1)提取的熔池视觉图像进行尺寸还原。由于采用同轴视觉图像采集单元5进行监测,可以通过标定板标定图像与实际尺寸的比例,图像像素值与实际尺寸的比例
为130:1;熔池视觉图像的实际尺寸根据公式(1)得到。
[0071] L=L1/n[0072] 其中,L为熔池视觉图像的实际尺寸。[0073] (4)通过红外热像仪空间尺寸转换模块对步骤(2)提取的红外图像进行尺寸还原。由于采用旁轴红外热像仪7进行监测,工件尺寸在红外热像仪中会发生畸变,所以根据标定
数据对尺寸进行还原,首先得到聚焦平面的像素点尺寸,然后根据几何关系计算像素点在x
方向和y方向的实际尺寸,最后由像素值得到红外图像实际熔池长度。所述的聚焦平面为红
外热像仪7的拍摄平面,到镜头距离为R且垂直于红外热像仪7的拍摄方向;所述的标定数据
包括红外红外热像仪7的内部参数、拍摄距离R和拍摄角度α,其中红外热像仪7的内部参数
包括瞬时视场角IFO、视场角FO。
[0074] 4.1)红外图像中像素点在x方向的实际尺寸与在聚焦平面上尺寸相同,通过公式(1)得到:
[0075] Δx≈R×IFO(1)[0076] 其中,Δx为像素点在x方向的实际尺寸,R为红外热像仪7的镜头到测量工件的实际距离,实施例中R=420mm,IFO为红外热像仪7的瞬时视场角,实施例中IFO=1.36mrad。
[0077] 4.2)红外图像中像素点在y方向的实际尺寸通过以下方式得到:[0078] 首先,通过公式(2)得到的聚焦平面上像素点在y方向尺寸。[0079] Δy1≈R×IFO(2)[0080] 其中,Δy1为聚焦平面上像素点在y方向的尺寸,R为红外热像仪7到测量工件的实际距离,实施例中R=420mm,IFO为瞬时视场角,实施例中IFO=1.36mrad。
[0081] 其次,由于拍摄角度的存在,像素点在y方向的实际尺寸要根据视场角(FO)以及几何关系计算得到,实施例中视场角为25°×19°,此处采用垂直视场角FO=19°。具体计算
在聚焦平面和基体平面同时垂直的平面内进行。
[0082] 首先得到各个角度,[0083][0084] γ=?α?β+180°(4)[0085] θ=FO+γ(5)[0086][0087] 其中,α为红外热像仪7拍摄方向与垂直方向的夹角,β为聚焦平面与视场角上限的夹角,γ为基体平面与视场角上限的夹角,θ为基体平面与视场角下限的夹角,δ为聚焦平面
与视场角下限的夹角。FO为红外热像仪7内部参数视场角,此处采用垂直视场角。
[0088] 其次,计算像素点在y方向的实际尺寸,聚焦平面与基体平面相交线上下两部分算法不同,本实施例的红外热像仪7的红外分辨率为320×240。
[0089] 聚焦平面上半平面的第1?120行像素点在y方向的实际尺寸为[0090][0091] 其中,Δy为像素点在y方向的实际尺寸,Δy1为聚焦平面上像素点在y方向的尺寸,β为聚焦平面与视场角上限的夹角,γ为基体平面与视场角上限的夹角。
[0092] 聚焦平面下半平面的第121?240行像素点在y方向的实际尺寸为[0093][0094] 其中,Δy为像素点在y方向的实际尺寸,Δy1为聚焦平面上像素点在y方向的尺寸,θ为基体平面与视场角下限的夹角,δ为聚焦平面与视场角下限的夹角。
[0095] 本实例计算基体平面像素点尺寸如下表所示:[0096][0097] 4.3)根据步骤4.1和步骤4.2得到的像素点实际尺寸,将步骤2得到的红外图像中熔池的尺寸进行换算,
[0098] x=Δx×Lx(10)[0099] y=Δy×Ly(11)[0100] 其中,x为x方向的实际投影长度,y为y方向的实际投影长度,Lx为x方向投影的像素值,Ly为y方向投影的像素值,Δx为像素点在x方向的实际长度,Δy为像素点在y方向的
实际长度。
[0101] 熔池实际尺寸为:[0102] 其中,l为红外图像实际熔池长度。[0103] (4)对比视觉图像的熔池长度和红外图像的熔池长度l,并调节发射率,当二者长度相等时的发射率即是实际发射率。图4是两种图像中熔池长度对比示意图,该实施例中实
际发射率确定为0.61。
[0104] 实施例获得了增材制造加工过程中、复杂环境下的红外热像仪实际发射率,保证温度监测的准确性。该实施例可适用于不同材料的基体与金属粉末,并不仅限于该例中的
材料,对于其他可同时进行视觉监测和红外监测的加工过程同样适用。
[0105] 本领域的技术人员容易理解,以上所述仅为本发明的较佳实例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在
本发明的保护范围之内。
声明:
“增材制造中红外热像仪发射率在线标定方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1007
编辑:
来源:大连理工大学
1007
编辑:
来源:大连理工大学



 咨询细节
咨询细节














































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















