随着电子科技的发展不可再生能源日渐枯竭且环境污染严重[1,2,3],因此低碳绿色能源材料受到了极大的重视[4,5,6]
对于消耗性电子设备、电动汽车和电网,可充电
锂离子电池的高能量密度引起了高度的关注[7,8]
锂离子电池由阴极、阳极、
隔膜和电解质构成[9,10,11]
隔膜是多孔聚合物膜,有绝缘和传导锂离子的功能,因此隔膜材料是一个重要的研究领域[12,13,14]
现今的商品化
锂电池隔膜使用的聚乙烯和聚丙烯微孔膜,虽然其化学和
电化学稳定好、力学性能优异并具有低温遮断功能,但是其非极性表面对
电解液的浸润性不好,且熔点较低[15,16]
因此,必须研发具有高热稳定性、高结构稳定性和高表面能的
新材料[17,18,19]
用高压静电纺丝技术可制备较大比表面积、较高孔隙率和均匀分布的膜,用其制备
锂电池隔膜成为研究的热点[20,21]
目前用此技术制备的锂电池隔膜材料有PI、聚偏氟乙烯(PVDF)、聚甲基丙烯酸甲酯(PMMA)、聚对苯二甲酸乙二醇酯(PET)和聚对苯二甲酸丁酯(PBT)等[22,23,24]
其中PI的力学性能、耐热性和绝缘性较高,性能优异
将电纺技术与PI相结合有望使PI纳米纤维膜成为下一代的电池隔膜材料[25,26]
同时,使用TiO2、Fe2O3、Al2O3等金属氧化物将电纺膜改性,可进一步改善电纺膜的性能[27,28,29,30]
鉴于此,本文采取高压静电纺丝技术制备TiO2/PAA复合纤维隔膜,再将其热亚胺化制备出TiO2/PI复合纤维隔膜并研究其性能
1 实验方法1.1 复合隔膜的制备
实验用原料:N,N-二甲基乙酰胺(DMAc),化学纯;纳米二氧化钛(TiO2),4,4-二氨基二苯醚(ODA),3,3’,4,4’-联苯四甲酸二酐(BPDA),化学纯;丙酮,分析纯;正丁醇,分析纯,麦克林试剂;电解液,化学纯,
磷酸铁锂(LiFePO4)正极,石墨负极,纽扣电池外壳
先将质量分数分别为1%、2%、3%、4%、5%的TiO2纳米颗粒添加到三口瓶中,再加入溶剂DMAc后超声搅拌1 h
向三口瓶中加入ODA与BPDA(摩尔比为1:1.01),然后持续搅拌24 h
将得到的PAA胶液从三口瓶中倒出并密封保存,静置消泡
将纺丝液抽到注射器中进行纺丝,纺丝条件为:电压15 kV,接收距离15 cm,推进速度0.3 mL/h
将纺丝得到的电纺膜放在玻璃板上,进行阶段性升温法使其热亚胺化
阶段性升温法:先将膜在80℃条件下处理1 h,而后升温至120℃处理1 h,继续调至200℃处理1 h,最后在250℃的条件下处理0.5 h
在升温过程中使膜受到适当的牵引力
待膜自然冷却至室温后取出,得到TiO2/PI复合隔膜
1.2 性能测试
使用Avatar 370 傅立叶变换红外光谱仪表征样品的化学结构;用Sirion 200型扫描电子显微镜观察样品的微观形貌;将干燥的隔膜切割成一定尺寸,测良厚度和边长、称重;然后将其夹入正丁醇中,浸润2 h后吸附表面过量的正丁醇,并再次称重
孔隙率为
φ=M2-M1ρ×V1×100%
(1)
式中M1为浸润之前的隔膜质量,M2为浸润之后的隔膜质量,V1为浸润之前的隔膜体积,ρ为正丁醇密度;将干燥的隔膜裁剪成一定尺寸,称重后置于电解液中,浸泡2 h后夹在两层滤纸间并用5 g砝码压膜30 s以吸附隔膜表面过量电解液,再次称重
吸液率为
θ=M2-M1M1×100%
(2)
式中M1为吸液之前隔膜的质量,M2为吸液后隔膜的质量;使用ACS-J万能试验机测试样品的应力应变曲线;将一定尺寸的隔膜分别在100、150、200和250℃)热处理2 h,然后测量尺寸的变化
使用Pyris6 TGA型热失重分析仪对隔膜样品进行测试与分析
根据上述测试结果,确定TiO2纳米粒子颗粒的最佳添加量;使用IM6型电化学工作站,使用电池配件组装“SS(不锈钢片)/TiO2/PI复合纤维膜/Li(锂片)”体系并测试电化学稳定窗口;组装成“Li/TiO2/PI复合纤维膜/Li”体系并测试界面阻抗;组装成“SS/TiO2/PI复合纤维膜/SS”体系并测试交流阻抗谱,然后根据谱图计算离子电导率,电导率为
η=dRbS
(3)
式中d为隔膜厚度,Rb为隔膜的本体电阻,S为隔膜的有效面积;使用电池配件装配成“Li/TiO2/PI复合纤维膜/LiFePO4”体系并使用NEWARE电池测试系统测试电池的充电和放电循环性能
2 结果与讨论2.1 化学组成
从图1可见,将PI曲线与PAA曲线相比,归属于羧羟基(-OH,3262 cm-1与2963 cm-1处)的特征峰减弱消失,归属于羧羰基(1715 cm-1处)和酰胺基(-CO-NH-,1650 cm-1与1360 cm-1处)的特征峰也消失;而归属于酰亚胺结构中的羰基(1780 cm-1与1720 cm-1处)、苯环(1500 cm-1处)和碳氮键(C-N,1360 cm-1处)的特征峰与羰基(720 cm-1处)的特征峰出现
这表明,PAA纤维膜已经亚胺化为PI纤维膜
TiO2/PI曲线与PI曲线比较得钛氧键(Ti-O,600 cm-1处)的特征峰出现,说明TiO2已经掺杂到PI纤维膜中
图1

图1隔膜的红外光谱图
Fig.1FTIR spectra of membranes
2.2 微观形貌
图2给出了不同TiO2含量的TiO2/PI复合纤维膜的SEM照片
可以看出,电纺出的隔膜都有清晰的三维网状结构
将TiO2引入PI网状结构表面时,随着TiO2添量的增加PI纤维的直径有所降低,并且纤维的表面不再光滑
其主要原因是,纳米TiO2是一种
半导体材料,将其加入到聚酰胺酸胶液中使纺丝液有了更高的电荷携带能力,使其导电能力也有所提高
因此,在纺丝过程中纤维在电场力的作用下能更大程度上受到牵引,从而使隔膜纤维的直径减小
图2

图2不同TiO2含量的TiO2/PI复合纤维膜的SEM照片
Fig.2SEM images of TiO2/PI composite membranes with different TiO2 content (mass fraction) (a) 0%, (b) 1%, (c) 2%, (d) 3%, (e) 4%, (f) 5%
2.3 孔隙率和吸液率
2.3.1 孔隙率
表1列出了不同TiO2含量的TiO2/PI复合隔膜的孔隙率
从表1可以看出,TiO2/PI复合隔膜的孔隙率随着TiO2添加量的增加先增大后减小,TiO2/PI复合隔膜孔隙率的峰值为77.5%
其主要原因是,向纺丝液中引入TiO2粒子使纤维在纺丝过程中进一步延伸从而使直径降低和隔膜的孔径增大,因而增大了膜的孔隙率;当表面活性较大的TiO2的添量超过5%时,其在胶液中的团聚使隔膜中纤维的直径变大、分布变宽,使孔隙率降低
Table 1
表1
表1不同TiO2含量的TiO2/PI复合隔膜的孔隙率
Table 1Porosity rate of TiO2/PI composite membranes with different TiO2 content (mass fraction)
|
TiO2 content
|
0%
|
1%
|
2%
|
3%
|
4%
|
5%
|
|
Porosity rate/%
|
66.7
|
71.1
|
74.4
|
76.3
|
77.5
|
75.2
|
2.3.2 吸液率
图3给出了不同TiO2含量的TiO2/PI复合隔膜对电解液的吸液率与时间的关系
从图3可见,随着TiO2粒子添量的增加隔膜的吸液率有所提高,TiO2的含量为5%时吸液率达到最大值558%
其原因是,TiO2破坏了聚酰亚胺链段的规整性,增加了链段的柔性,从而提高了隔膜的吸液率
图3

图3不同TiO2含量的TiO2/PI复合隔膜的吸液率
Fig.3Liquid absorption rate of TiO2/PI composite me-mbranes with different TiO2 content
2.4 力学性能
图4给出了不同纳米TiO2含量的TiO2/PI复合隔膜的应力应变曲线
可以看出,随着TiO2添量的增加隔膜的拉伸强度先增大后减小,TiO2加入量为3%时达到最大值17.08 MPa
其原因是,少量的TiO2可均匀分布在纤维表面从而使纤维变得粗糙,而且在TiO2和PI之间键合作用力的作用下紧密的隔膜纤维结构使拉伸强度提高
但是,TiO2的添加量大于3%时隔膜的拉伸强度下降,因为过多的TiO2使膜的纤维直径变小,而且因表面能较高而团聚的TiO2不能均匀地分布在纤维表面
这时在受力条件下隔膜产生应力集中,从而使隔膜的力学性能降低
图4
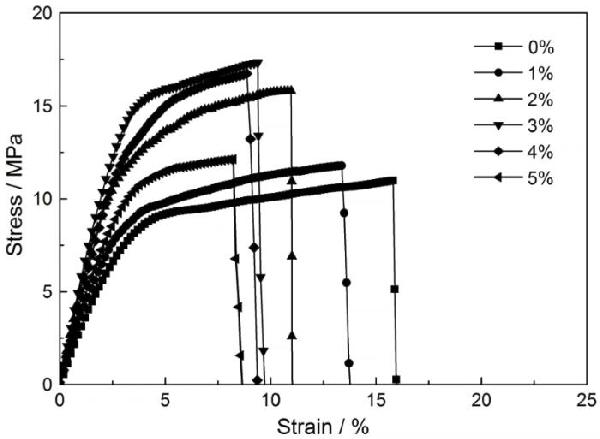
图4不同TiO2含量的TiO2/PI复合隔膜的TG曲线
Fig.4TG curves of the TiO2/PI composite membranes with different TiO2 content
2.5 热性能
表2列出了商业PP(Celgard隔膜)、PI以及TiO2/PI隔膜分别在不同温度受热条件下的尺寸稳定性
从表2可见,PI隔膜与TiO2/PI复合隔膜在250℃条件下(2 h后)尺寸的变化可忽略不计
但是PP隔膜却收缩融化,因为聚酰亚胺可长时间在200~300℃使用,耐高温性能优异
Table 2
表2
表2PP、PI和TiO2/PI隔膜分别在100、150、200和250℃热处理后的尺寸稳定性
Table 2Dimensional stability of PP, PI and TiO2/PI separators at 100, 150, 200, 250℃
|
Sample
|
Direction
|
Thermal shrinkage/%
|
|
100℃
|
150℃
|
200℃
|
250℃
|
|
PP
|
Longitudinal
|
4.1
|
-
|
-
|
-
|
|
Horizontal
|
7.9
|
-
|
-
|
-
|
|
PI
|
Longitudinal
|
0
|
0
|
0
|
1.7
|
|
Horizontal
|
0
|
0
|
0
|
1.4
|
|
TiO2/PI
|
Longitudinal
|
0
|
0
|
0
|
1.5
|
|
Horizontal
|
0
|
0
|
0
|
1.0
|
图5给出了不同TiO2含量的TiO2/PI复合膜的TG图
可以看出,商业PP隔膜在330℃发生热分解反应
这表明,商业PP隔膜在受热条件下不能保持优良的物理机械性能
但是PI隔膜在519℃才发生热分解反应,且在提高纳米TiO2的含量时TiO2/PI复合膜的初始热分解温度提高到接近591℃
其原因是,纳米TiO2的热稳定性较大,而且纳米无机相TiO2能与有机相PI构成化学键产生相互作用力
综合表2与图5可见,TiO2/PI复合隔膜的耐高温性能较为优异
图5
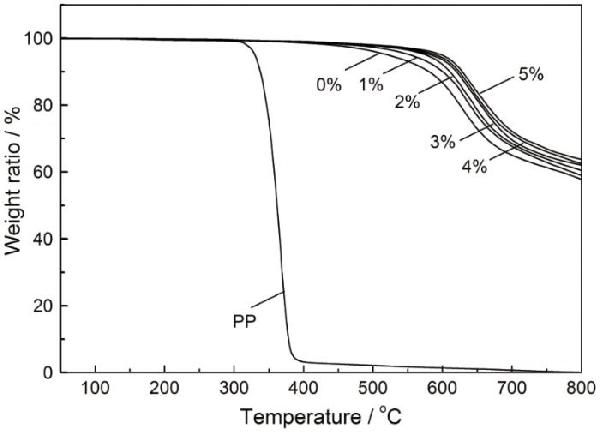
图5不同TiO2含量的TiO2/PI复合隔膜的TG曲线
Fig.5G curves of the TiO2/PI composite membranes with different TiO2 content
根据以上测试结果, 在PI复合纤维膜中引入的TiO2最佳含量为4%,这时隔膜的孔隙率、吸液率以及拉伸强度分别为77.5%、550%和16.74 MPa,且在高温条件下能保持优良的尺寸稳定性,分解温度591℃远高于商业PP隔膜的330℃
2.6 电化学性能
图6给出了不同膜的电化学稳定窗口结果
可以看出,在4 V至4.5 V后PP隔膜的电流有了较大幅度的增大,而当分解电压小于5 V时PI和TiO2/PI复合隔膜的电流小而稳定
其原因是,用高压静电纺丝技术制备的电池隔膜孔隙率较高、吸液率较大
而在PI隔膜基础上引入TiO2粒子所制备的TiO2/PI复合纤维隔膜,其分解电压则进一步增加至5.5 V,因为纳米TiO2使其与PI之间构成化学键从而提高了隔膜在电池中的稳定性
图6

图6隔膜的电化学稳定窗口
Fig.6Decomposition voltage of membranes
图7给出了使用不同商业PP、PI以及TiO2/PI隔膜的奈奎斯特(Nyquist)图,图中Z(复数)为电池受测时的阻抗,横坐标为实部,纵坐标为虚部
从图7a可见,PP商业隔膜(553 Ω·cm2)的界面阻抗值比PI(451 Ω·cm2)和TiO2/PI(293 Ω·cm2)复合隔膜的大
因为PI与TiO2/PI复合隔膜为电纺膜结构而PP隔膜为铺膜致孔结构,而且聚酰亚胺结构中的羰基、氨基、醚键等极性基团有助于减小界面的阻抗
而TiO2/PI隔膜在PI隔膜的基础上引入TiO2使界面阻抗值又有所减小,因为TiO2吸收杂质电解质有助于减小隔膜的界面阻抗
从图7b可见,PI(1.214×10-3 S/cm)隔膜比PP隔膜(0.480×10-3 S/cm)的离子电导率提高了近两倍,因为PI电纺膜结构能储存大量电解液从而使其具有超高吸液率;在PI隔膜基础上的TiO2/PI隔膜(2.429×10-3 S/cm)的离子电导率又提高了近一倍,因为TiO2与电解液之间较好的相容性促进了锂离子的运输
图7
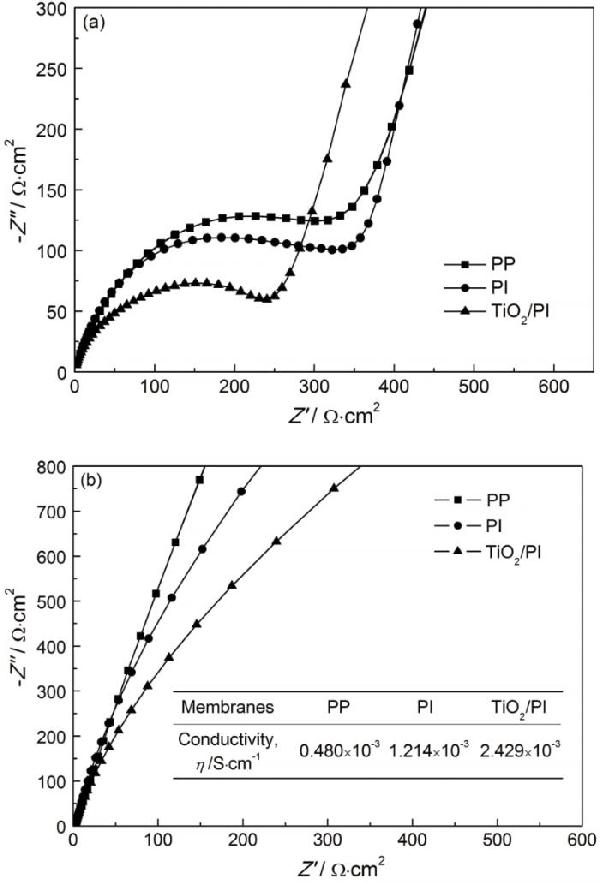
图7PP、PI和TiO2/PI隔膜的Nyquist图 (a) “Li/隔膜/Li”体系, (b) “SS/隔膜/SS”体系
Fig.7Nyquist plots of PP、PI and TiO2/PI membranes (a) “Li/separator/Li” system, (b) “SS/separator/SS” system
2.7 电池性能
图8给出了使用商业PP、PI以及TiO2/PI隔膜制成的电池在1 C电流密度与不同温度条件下的循环放电性能
由8a可以看出,在25℃循环100次后商业PP、PI以及TiO2/PI隔膜的放电比容量都不同程度的减小
计算结果表明,PI和TiO2/PI复合隔膜最终的容量保持率分别为86.6%与96.7%
不论是最终的放电比容量还是容量保持率,均高于PP商业隔膜,表明电池具有优异的工作性能
从8b可见,在120℃循环100次后,PP商业隔膜的放电比容量一直接近0,而PI和TiO2/PI复合隔膜的最终容量保持率分别为80.3%与90.7%
与25℃的放电比容量相比虽有所减小,但是依旧保持在较高值
综合图8给出的结果,电纺膜无论在常温下还是在高温下都具有良好的循环性能和容量保持率
图8
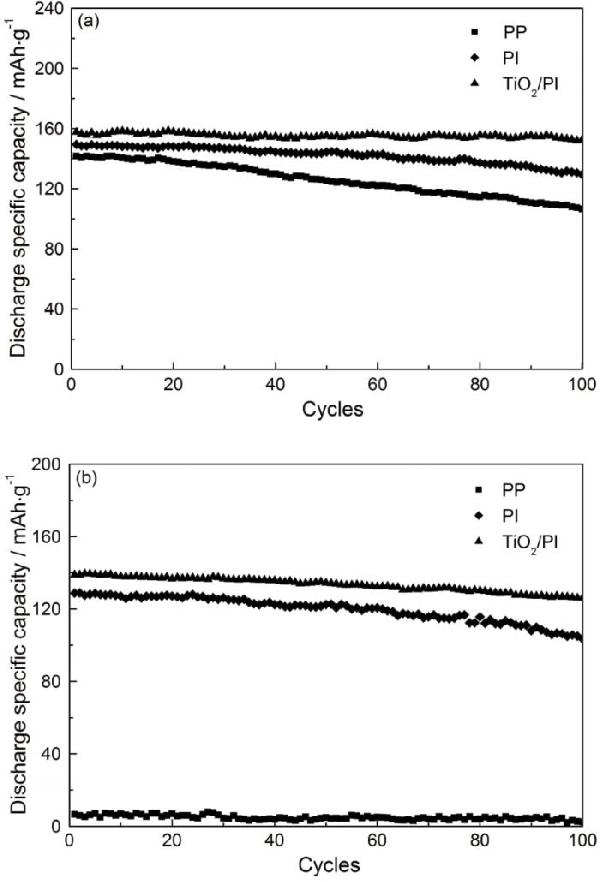
图8使用PP、PI和TiO2/PI复合隔膜装配的电池在1 C和不同温度的循环寿命图
Fig.8Cyclic performance for the cells with PP, PI and TiO2/PI membranes at 1 C rate and different tem-perature (a) 25℃, (b) 120℃
3 结论
(1) 在PI隔膜中引入纳米TiO2粒子较为适宜的量为4%
向纺丝液中引入TiO2粒子使纤维在纺丝过程中进一步延伸从而减小直径、增大隔膜的孔径
TiO2粒子能提高聚酰亚胺链段的柔性从而使隔膜的孔隙率和吸液率远优于商业PP隔膜
TiO2与PI之间的键合作用力使隔膜的拉伸强度达到16.74 MPa
TiO2较高的热稳定性使隔膜的热尺寸稳定性较为优良
(2) 引入TiO2可吸收一些杂质电解质,有助于使TiO2/PI隔膜与电极之间的界面阻抗值保持较小的值(293 Ω·cm2),比纯PI的界面阻抗值(451 Ω·cm2)减小了近55%
TiO2与电解液之间较好的相容性可促进锂离子的运输,使TiO2/PI复合隔膜在室温条件下的离子电导率为2.429×10-3 S/cm,比PI隔膜的离子电导率(1.214×10-3 S/cm)提高了近100%
(3) 在PI隔膜中引入纳米TiO2粒子可制备出综合性能优异的锂离子电池隔膜,使用这种膜装配的电池在室温25℃和120℃的循环充放电性能和容量保持率优异
1 实验方法1.1 复合隔膜的制备1.2 性能测试2 结果与讨论2.1 化学组成 class="outline_tb" 1005-3093/richHtml_jats1_1/images/img_thumbnail_icon.jpg"/>图22.3 孔隙率和吸液率 class="outline_tb" 1005-3093/richHtml_jats1_1/images/img_thumbnail_icon.jpg"/>图32.4 力学性能 class="outline_tb" 1005-3093/richHtml_jats1_1/images/table_thumbnail_icon.png"/>表2 class="outline_tb" 1005-3093/richHtml_jats1_1/images/img_thumbnail_icon.jpg"/>图6 class="outline_tb" 1005-3093/richHtml_jats1_1/images/img_thumbnail_icon.jpg"/>图83 结论
声明:
“静电纺TiO2改性联苯型聚酰亚胺锂离子电池隔膜” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1213
编辑:
来源:巩桂芬,李泽,王磊,崔巍巍
1213
编辑:
来源:巩桂芬,李泽,王磊,崔巍巍



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















