
技术
▼
热搜:
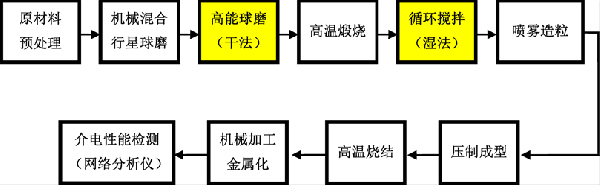
摘要本文采用循环搅拌高能球磨复合型陶瓷粉体制备工艺及固相反应法制备了高性能07CaTiO303NdAlO3介质陶瓷并分析了07CaTiO303NdAlO3介质陶瓷的物相组成和微观结构及其微波元器件的介电性能研究表明循环搅拌高能球磨复合型工艺制07CaTiO303NdAlO3介质陶瓷的物相结构为单相正交钙钛矿晶型07CaTiO303NdAlO3介质陶瓷微波谐振器及其组装的腔体滤波器的温漂指标均满足通讯基站用微波谐振元件和腔体滤波器的技术要求
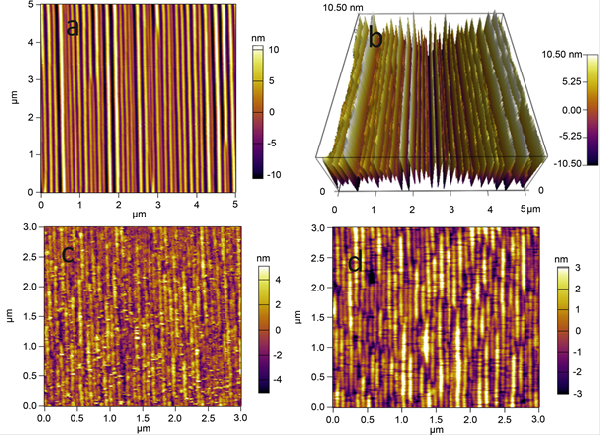
摘要二维La07Sr03MnO3纳米薄膜在由m面蓝宝石表面重构的具有纳米凹槽的横向纳米复合材料下制备通过XRD测试样品晶体结构确定样品物质组成用原子力显微镜AFM测试薄膜表面形貌我们通过范德堡法测试了薄膜温度电阻RT曲线来表征其金属绝缘体转变MIT特性发现在重构蓝宝石基片的不同取向即在沟道的不同方向上其MIT表现出各向异性从磁化强度随温度的变化我们发现LSMO薄膜显示出顺磁铁磁PMFM相变并且在沟道的不同方向上其PMFM也表现出各向异性
对11 mm厚的7055-0.1Sc-T4铝合金板材进行搅拌摩擦焊接,研究了焊后热处理对接头的组织和力学性能的影响。结果表明,热处理前接头的硬度分布呈“W”形,接头前进侧和后退侧都有一个最低硬度区,强度系数为63.0%~73.8%,拉伸断口位于后退侧最低硬度区。焊后人工时效(120℃×24 h)热处理使焊核的硬度提高,但是不改变接头最低硬度区的硬度,对拉伸性能和断裂行为的影响甚微。焊后的固溶(470℃×1.5 h+水淬)+人工时效(120℃×24 h)(T6)热处理不改变低焊速接头的晶粒组织,但是使高焊速接头焊核区底部的晶粒异常长大;T6热处理使接头各区域原有的沉淀相溶解,重新生成细小均匀的η'和η(MgZn2)沉淀相,使其硬度显著提高;T6热处理使接头沿“S”线附近出现微小的孔洞、在拉伸过程中沿“S”线开裂、其抗拉强度比焊接态大幅度提高,达到母材强度的87%,但是其塑性严重降低。
对平均晶粒尺寸分别为10和20 μm的7B04铝合金板材在530℃/3×10-4 s-1变形条件下开展了不同变形量的超塑拉伸实验。结果表明,随着变形量的增大空洞形态的变化为:空洞形核→球形空洞弥散分布→非球形空洞沿拉伸方向伸长→空洞沿拉伸方向聚合→大尺寸空洞的非拉伸方向聚合。在拉伸断裂前的变形阶段,合金组织中出现尺寸大于260 μm的聚合空洞。在空洞聚合的初期,沿拉伸方向的空洞聚合不会使材料断裂。大尺寸空洞沿非拉伸方向聚合,是判断材料失稳的依据。根据实验数据计算空洞长大的公式并绘制了空洞的演变机理图,包括空洞的形核、扩散长大、塑性长大和聚合长大的公式,据此可判断空洞的形态和材料失稳。根据组织演变建立了空洞扩散、塑性长大的物理模型,可用于计算超塑变形过程中空洞演变所需的能量耗散和绘制能量耗散图。
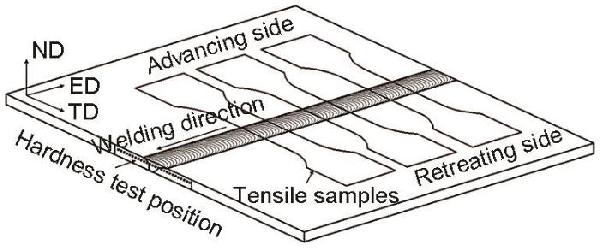
对厚度为3.5 mm的7046铝合金挤压板材进行搅拌摩擦焊接并对焊接接头进行人工时效,研究了焊后时效对接头力学性能的影响。结果表明,焊接接头时效前的硬度分布大致呈“W”形,抗拉强度为406.5 MPa,焊接系数为0.8,拉伸时在后退侧热影响区与热机影响区的过渡位置出现断裂,此处的硬度值最低,断裂面上有大量的韧窝;进行120℃×24 h时效后,接头的热影响区、热机影响区和焊核区的硬度都显著提高,母材区的硬度变化不大,硬度分布大致呈“一”形,抗拉强度大幅度提高到490 MPa,焊接系数达到0.96,拉伸时在焊核区中心断裂,断裂面有大量的沿晶裂纹。时效后接头区域的晶内GPI区转变成具有更好强化效果的η′亚稳相,使接头的硬度和强度提高;与其它区域相比,焊核区中晶界η相的分布更连续,晶界处无沉淀析出带的体积分数更大,因此容易成为拉伸时的断裂位置。
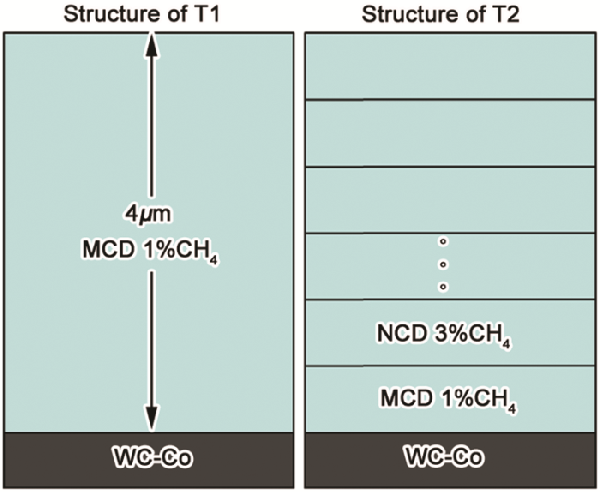
采用热丝化学气相沉积(HFCVD)技术在WC-Co8%硬质合金刀具表面制备金刚石涂层,调节甲烷浓度等沉积工艺制备了单层金刚石涂层刀具和微米金刚石涂层(1.2 μm)、纳米金刚石涂层(200 nm)交替多层金刚石涂层刀具。以7075航空铝合金作为切削工件,在无润滑干切条件下测试了单层金刚石涂层刀具和多层金刚石涂层刀具的切削性能。实验结果表明,切削2 h后单层金刚石涂层刀具涂层脱落宽度达到35 μm,刀刃钝化;有多层金刚石涂层刀具的刃型保持完整,涂层无脱落。对单层金刚石涂层和多层金刚石涂层平面样品进行了洛氏压痕实验。结果表明,多层金刚石涂层的脱落面积约为单层金刚石涂层脱落面积的1/5到1/10,进一步说明多层金刚石涂层有更强的抵抗裂纹产生的能力。这些结果表明,金刚石多层结构能提高涂层与基体的界面结合力,延长金刚石涂层刀具的使用寿命。
使用扫描电镜、交流阻抗谱和扫描开尔文探针等手段研究了7A04铝合金在周期凝露和二氧化硫条件下的腐蚀行为和规律。结果表明,7A04铝合金在周期凝露和二氧化硫环境中的腐蚀主要是薄液膜下的大气腐蚀,随着时间的延长腐蚀产物不断增多,腐蚀失重的数值增大,腐蚀产物的形貌呈点状或团状,主要是氢氧化铝和硫酸铝水合物,腐蚀类型主要为点蚀,局部有轻微剥蚀,交流阻抗拟合数值显示,在试验的初期7A04铝合金的腐蚀速率急剧下降,后期逐渐趋于平缓,表面电位分布图谱显示,材料表面的腐蚀电位呈升高趋势,至240 h后趋于稳定,7A04铝合金的腐蚀溶解,与其组织和组成分布密切相关。
研究了Al-10.78Zn-2.78Mg-2.59Cu-0.22Zr-0.047Sr铝合金挤压材在固溶-T652和预回复-固溶-T652时的组织和性能。结果表明: 该合金在121℃×24 h时效制度下, 预回复退火处理可有效细化晶粒(从9.76 μm减小到5.56 μm), 降低晶界平均角度(从23.59°降低至17.41°), 显著提高低角度晶界百分比(从53%提高到67%), 提高位错强化, 并显著抑制再结晶的发生, 与固溶-T652相比, 预回复-固溶-T652工艺在不降低强度的情况下可提高其晶间和剥落腐蚀性能(最大晶间腐蚀深度从125.0 μm减少到91.4 μm, 剥落腐蚀从EB级提高到EA级), 在预回复-固溶-T652状态下合金的抗拉强度达到728 MPa, 预回复退火处理能提高合金的强度。位错强化和低角度晶界强化是合金的主要强化机制。
制备了挤压比λ为36和16的7N01铝合金挤压板材, 并分别进行自然时效和人工时效处理。用光学显微镜、扫描电镜、透射电镜、常温拉伸、宏微观织构测试和慢应变拉伸实验对其进行表征, 研究了挤压工艺对合金的力学性能和抗腐蚀性能的影响。结果表明, 不同挤压比的板材在相同时效状态下的组织和性能有明显的差异。大挤压比板材的内部多为细小的再结晶晶粒, 小挤压比板材内部为粗大的亚结构, 因此具有比大挤压比板材更高的抗拉强度和屈服强度。透射电镜观察结果表明, 大挤压比试样内晶界析出相比小挤压比时呈现更明显的断续分布。此外, 挤压比相同的板材人工时效处理后其抗拉强度和延伸率比自然时效板材均有所下降, 其中抗拉强度降低约为5.8%, 但合金的屈服强度得到了显著提高(约为25%), 在挤压比相同的情况下人工时效试样内晶界的析出相呈现断续分布, 因此具有更好的抗腐蚀性能。
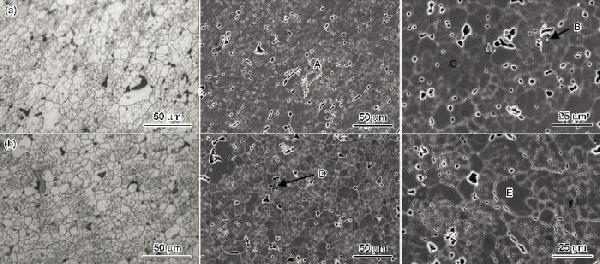
研究了工业级规格喷射成形7055铝合金经反向挤压和T76热处理后的金相显微组织、力学性能和断裂机理。结合OM、SEM、EDS、XRD和力学性能测试等分析方法, 研究了该工业级规格的7055铝合金的初始组织、挤压工艺及热处理制度对显微组织和力学性能的影响。结果表明: 喷射成形7055铝合金锭坯的晶粒呈等轴状, 尺寸均匀, 大小主要分布在20-40 μm, 没有明显宏观偏析。喷射成形锭坯经反向挤压和T76热处理后变形晶粒发生部分再结晶, 组织致密, 工业级规格产品T76态纵向抗拉强度可达680 MPa, 延伸率为10%。
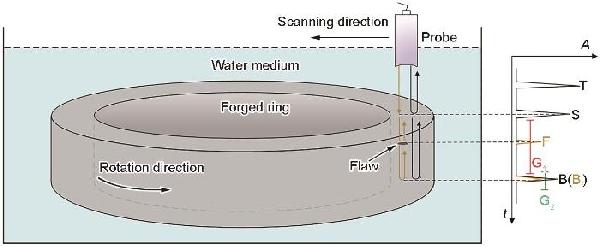
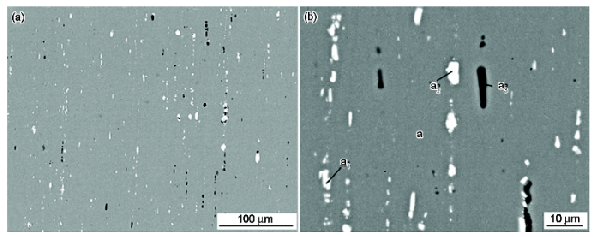
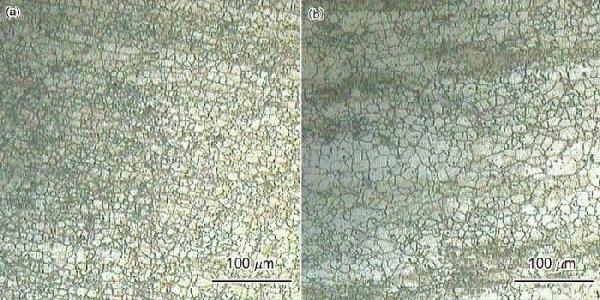
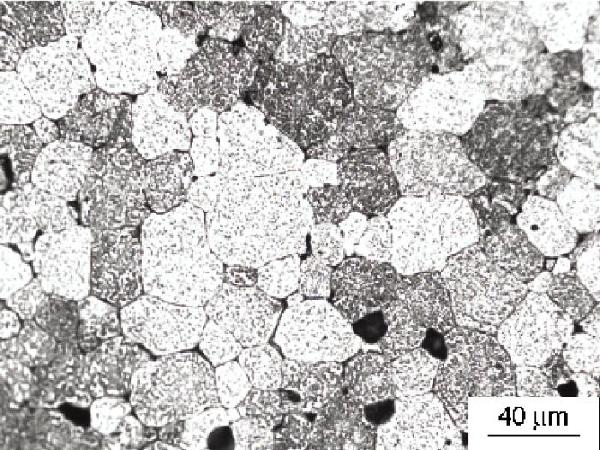
采用超声检测和组织分析并将衰减系数量化研究了GH907合金机匣锻环的组织对其超声波衰减性能的影响,并阐述了超声检测中底波损失的原因。结果表明:超声底波成像图中衰减较大区域的形状与GH907合金低倍组织中的黑晶区形状一致;黑晶区的平均晶粒尺寸大于非黑晶区,并有大量呈魏氏组织形貌的ε相;大量ε相的析出使超声衰减增大近40%。应该从细化晶粒、控制晶粒尺寸的均匀性和抑制ε相过量析出三方面优化锻造工艺以提高产品的合格率。



































































 湖南 - 长沙
湖南 - 长沙 2024年06月14日 ~ 16日
2024年06月14日 ~ 16日



