7xxx
铝合金轻质、高强度、高韧性和耐腐蚀,在航空航天、国防工程、石油钻探和轨道交通等领域得到了广泛的应用[1]
与传统成型工艺相比,超塑成形的延伸率高、成形应力小、尺寸精度高、零件的力学性能好[2]
超塑材料的主要变形机制,有晶界滑动,伴随着晶粒转动和晶界迁移[3,4]
超塑变形材料的组织一个重要特征是出现空洞,其本质是材料内部的损伤[5]
在材料的超塑变形过程中空洞的演变,可分为空洞形核、空洞长大和空洞聚合三个阶段[6~8]
在变形过程中空洞的变化,受材料的固有属性、变形温度、应变速率、变形程度以及应力等因素的影响[7]
空洞的长大速度,对应扩散控制长大、塑性控制长大和聚合长大机制[9]
晶界滑动受阻时细小、弥散、独立的空洞组织可松弛应力集中[10],有助于晶界滑动的继续进行
在此意义上,空洞的存在有益于提高材料的塑性
材料内过多的大尺寸空洞,影响材料的变形能力
因此材料的超塑变形与空洞的尺寸、数量和长大机制有密切的关系,是超塑变形理论研究的重要部分
根据空洞形核[11]、长大[12,13]和聚合[14]公式和空洞长大机理图[15,16],可判断空洞长大的方式但是不能判断材料失效
空洞的形核、长大和聚合,都遵循阻力最小定律,体系沿最小阻力途径松弛引起能量转换
本文根据7B04铝合金超塑变形过程中空洞的形态分析不同尺寸和形态的空洞长大的机制,将空洞聚合分为沿拉伸方向和非拉伸方向两个阶段以解析材料断裂与空洞的聚合的关系,建立空洞扩散长大与塑性长大的物理模型,计算空洞演变的能量并绘制空洞形核、长大、聚合机理图和空洞演变的能量变化图
1 实验方法
实验用材料为2 mm厚7B04铝合金板材,其化学成分列于表1
平均晶粒尺寸有两种规格:10 μm和20 μm (以下分别简称10 μm板材和20 μm板材)
25 mm厚的7B04铝合金热轧板的制备工艺为:460~485℃/4 h固溶处理→水淬→300~400℃/8~48 h过时效处理→空冷→轧制→再结晶退火
再结晶退火工艺:将2.0 mm板材分别进行“480℃/30 min盐浴退火”和“480℃/30 min空气炉退火”得到晶粒尺寸分别为10和20 μm的7B04铝合金板材
Table 1
表1
表17B04铝合金的化学成分
Table 1Chemical composition of 7B04 aluminum alloy (mass fraction, %)
|
Zn
|
Mg
|
Cu
|
Mn
|
Fe
|
Ti
|
Si
|
Al
|
|
5.96
|
2.22
|
1.60
|
0.40
|
0.06
|
0.04
|
0.03
|
Bal.
|
超塑拉伸试样的尺寸如图1所示,平行段尺寸为15 mm,宽6 mm,厚2 mm
拉伸实验采用万能电子力学试验机,型号为WDW-200
试验机的加热炉为三段式空气加热炉,中空柱状加热区的直径为100 mm,高度为300 mm,温度均匀性为±10℃,保温区长度≥200 mm
使用搭肩式夹具,以保证拉伸试样在高温环境不易脱滑且平行段变形稳定
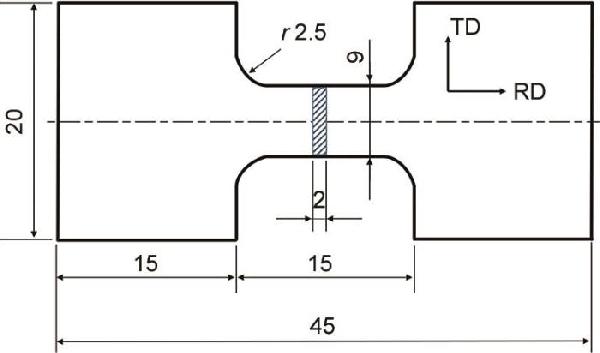
图1超塑拉伸实验试样的尺寸
Fig.1Schematic diagram of superplastic tensile specimen (unit: mm)
文献[17]的结果表明,10 μm板材的超塑性能优于20 μm板材;在530℃/3×10-4 s-1变形条件下,10 μm板材的最大延伸率为1663%,20 μm板材的断后延伸率为310%
为了研究超塑变形过程中7B04铝合金晶粒组织、空洞演变与超塑性的关系,在530℃/3×10-4 s-1变形条件下对10 μm和20 μm的板材进行不同变形量的拉伸实验
拉伸试样达到预定应变时取出并进行室温水淬,以保证变形组织的原貌
对变形试样依次进行取样→砂纸打磨→机械抛光,以观察各试样的空洞形貌;为了观察试样的晶粒组织进行化学腐蚀,腐蚀剂为Keller试剂(配比为H2O∶HNO3∶HCl∶HF=95∶2.5∶1.5∶1)
使用激光共聚焦金相显微镜观察各变形量试样的空洞和晶粒形貌,使用Image-Pro Plus统计平均晶粒尺寸、平均空洞直径和空洞体积分数
2 实验结果2.1 空洞的形貌
图2给出了10 μm板材不同变形量拉伸试样平行段的微观形貌,所标的空洞平均直径(d)和体积分数(V)由Image-Pro Plus软件统计得到

图210 μm板材不同变形量拉伸后空洞的分布
Fig.2Distribution of cavities at different strains in 10 μm plates
图 2a中试样的变形量为100%,可见变形组织中空洞的含量较低,其体积分数为0.03%,平均尺寸为7.4 μm
在变形量达到200%(图2b)的变形组织中,出现了非球形空洞;变形量为400%时(图2c),非球形的轴比(r拉伸方向/r切应力方向)较大
变形量增至600%(图2d)的试样截面出现大尺寸空洞(>150 μm)的聚合
此时的变形量,约为断后延伸率(1663%)的1/3
已经连接的两个空洞在同一水平高度,聚合方向平行于拉伸轴
图2e给出的试样其变形量为1000%,试样截面有长度达到260 μm的空洞,也是平行于拉伸轴方向聚合而成的
断后试样(图2f)的截面组织最主要的特征是较大尺寸空洞发生非水平方向聚合(图2f中箭头所示)
可以看出,断裂试样的空洞聚合不仅是原先沿同一水平方向,还出现了非水平方向的聚合
20 μm板材不同变形量试样中空洞的分布,如图3所示
对比结果表明,20 μm板材应变达到100%时(图3c)即出现了明显的非球形空洞,而10 μm板材的应变达到200%才出现明显的非球形空洞
此外,发生水平空洞聚合的变形量也不同:10 μm板材变形量达到600%才发生水平空洞聚合,而20 μm板材在变形量为100%(约1/3断后延伸率)时即发生直径较大空洞的聚合
20 μm板材断裂试样的延伸率只有310%,其微观组织也由尺寸大于260 μm的非水平方向聚合空洞
20 μm板材每一个变形量的空洞平均直径、体积分数,均比10 μm板材的大

图320 μm板材不同变形量拉伸后空洞的分布
Fig.3Distribution of cavities at different strains in 20 μm plates
图4a给出了10 μm和20 μm两种板材的变形量与空洞体积分数的关系
对比结果表明,在变形量相同的条件下,20 μm板材变形组织的空洞含量较高
随着变形量的增大,空洞体积分数的增加速率也较大
图4b中变形量与空洞半径的关系曲线表明:两种材料的空洞平均半径(rˉ)随着变形量的增大而增大,10 μm板材的空洞长大速率比20 μm的小;在变形量相同的条件下,20 μm板材空洞的 rˉ更大,且当空洞 rˉ大于11 μm时变形量继续增加,两种材料趋于断裂
因此,对7B04板材进行晶粒细化可抑制超塑变形过程中空洞长大的速率
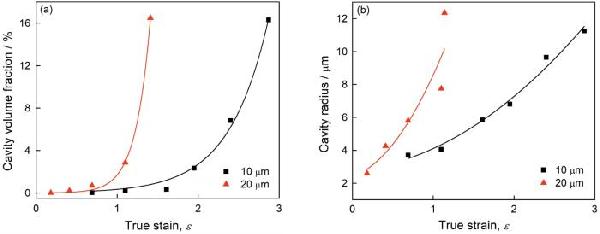
图4空洞的体积分数和半径与变形量的关系
Fig.4Relationship between cavity volume fraction (a) and of cavity radius (b) and true strain
拟合图4a中真应变与空洞体积分数的数据,得到两种材料超塑变形过程中的空洞体积分数与变形量的关系
V10μm=e2.0740ε-3.1517(1)
V20μm=e5.5387ε-5.0074(2)
拟合图4b中的两组数据,得到两种材料的空洞半径与变形量的关系
r10μm=2.7906+0.3918ε+0.9238ε2(3)
r20μm=2.4000+1.6907ε+4.4877ε2(4)
2.2 显微组织的演变
10 μm和20 μm板材的原始组织和各变形量的微观组织形貌,如图5a、b所示
10 μm板材组织形态的变化规律为:晶粒尺寸随着变形量的增大而增大
其中变形量小于200%时晶粒沿拉伸方向拉长,晶粒的轴比增大,边界趋于不规则化(图5a);在600%~1663%阶段(图5a)晶粒继续长大,但是小尺寸晶粒逐渐消失、大尺寸晶粒继续长大、轴比减小且晶界平滑规整
两种板材均经过多道次轧制和热处理
20 μm板材的退火时间短[6,17],再结晶程度较低
由图5b可见,20 μm板材的原始晶粒为纤维状组织,而10 μm板材原始细小晶粒等轴程度较高(图5a)
随着变形量的增大,20 μm板材的晶粒组织未拉长,而是原始长条状组织发生碎化
使用Image-pro plus软件测量和统计两种材料各变形组织的晶粒尺寸,得到空洞直径与晶粒度的关系
两种板材的平均晶粒尺寸-变形量和平均晶粒尺寸-空洞直径的关系,如图 6所示

图510 μm和20 μm板材不同变形量拉伸试样的变形组织
Fig.5Deformed microstructures of specimens at different strains (a) 10 μm; (b) 20 μm
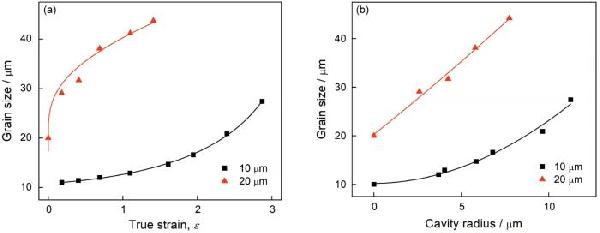
图6晶粒尺寸-真应变关系曲线和晶粒尺寸-空洞半径关系曲线
Fig.6Relationship between grain size and true stain (a) and cavity radius (b)
拟合图6a中的数据,得到空洞直径 (dˉ)与真应变(ε)的关系
dˉ10μm=10.09182-0.01273ε1.3959(5)
dˉ20μm=10.05773-0.0329ε0.1523(6)
图6a中不同晶粒尺寸的曲线,形状不同
晶粒尺寸较小时,随着应变的增大晶粒尺寸的增大较慢;而当晶粒尺寸较大时,晶粒长大的速率提高
3 讨论
在变形初期,两种板材的空洞多为细小球形或等轴程度较高的多边形(图2、3)
10 μm板材和20 μm板材分别在变形量为200%、100%时出现非球形空洞
随着变形量的增大两种板材的空洞尺寸明显增大,但是沿拉伸方向的轴比并不是一直增大
这表明,空洞既沿拉伸方向长大,也沿切应力方向方向长大
这些空洞的轴比始终大于1(大多数大于2.5),因此沿切向的长大速度低于拉伸方向的长大速度
20 μm大晶粒的晶界其滑动的协调能力低于10 μm等轴小晶粒,晶界滑动容易因受阻而产生应力集中,引发空洞的产生从而使其尺寸和含量明显比10 μm板材的高
本文研究的7B04铝合金材料超塑变形过程中空洞演变的特征依次为:球形空洞产生、沿拉伸方向长大为非球形空洞、空洞沿水平方向聚合、大尺寸空洞沿非水平方向聚合
根据两种材料各变形量的空洞形貌(图2、3),变形量约为总变形量的1/3时即可观察到空洞沿水平方向的聚合
因此,少数近距离空洞的聚合不会导致试样断裂,且空洞聚合的发生不能作为材料失效的判据
材料断裂截面可观察到大尺寸空洞沿非水平方向的聚合
根据断后试样截面的空洞分布绘制了非水平方向空洞聚合示意图,如图7所示
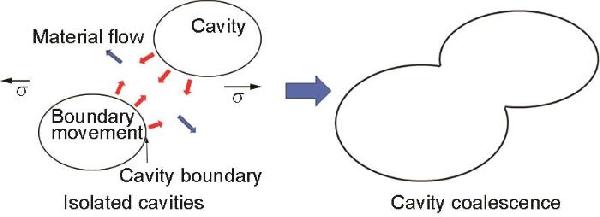
图7空洞非水平方向聚合的示意图
Fig.7Schematic diagrams of cavity coalescence in non-horizontal direction
变形达到一定程度后,组织中空洞的尺寸较大,空洞之间的材料层薄弱
在拉应力的作用下空洞之间的材料沿着约45°方向变形,使相邻两个空洞长大和接近而发生非水平方向的聚合
当发生聚合的方向不再只是沿拉伸方向时组织局部的失稳更加严重,局部空洞尺寸急剧增大使材料快速断裂
因此,大尺寸空洞沿非水平方向的聚合,是判断材料失效的重要依据
3.1 空洞的形核、塑性、聚合长大的公式3.1.1 空洞的形核
在变形初期,因材料变形量小而形成微型空洞,可释放塑性变形导致的材料局部应力集中
系统能量的变化包括:(1),生成新空洞引起的表面能增加;(2),原晶界面消失引起的界面能减小;(3),生成新空洞引起弹性应变能的减小
r0(空洞形核临界半径)的计算式[18]为
r0=2γσ(7)
其中γ为表面能,取值为0.55 J/m2[12];σ为流变应力,根据实验结果10 μm板材取2.89 MPa,20 μm板材取4.94 MPa
由 式(7)可知,10 μm板材和20 μm板材的空洞形核临界半径分别为0.38 μm和0.22 μm
3.1.2 空洞的长大
随着变形量的增大,形核后的空洞不断长大
空洞的长大,主要有扩散控制[12]和塑性控制[13]两种机制
扩散控制长大机制是:在高温扩散和应力诱导的协同作用下,材料中固有的空位扩散至空洞处而使空洞长大
塑性控制长大的机制是:在超塑变形材料中已经产生的空洞因界面受到外力而增大
扩散长大机制的主要方式,有空位沿晶界扩散和晶格扩散两种路径
在超塑变形过程中空位扩散的主要方式可由参数[9]
ψ=λDLπδDgb(8)
确定,式中λ为空洞间距,经测算约为51 μm[6];δ为晶界宽度,取值为5×10-4 μm[9];DL为晶格扩散系数, DL=1.7×10-4exp-142000RT,本文在530℃下取值9.84×10-14 m2·s-1;δ为晶界宽度[13,18],取值为5×10-4 μm;Dgb为晶界扩散系数, Dgb=1×10-4exp-84000RT,取值3.43×10-10 m2·s-1
ψ<1时晶界扩散为主要路径,当ψ>1时晶格扩散为主要路径
ψ参数受实验材料的影响,还受变形温度的影响,在本文530℃条件下ψ为9.3
这表明,空位扩散的方式主要为晶格扩散,与之对应的晶格扩散控制的空洞长大公式[9,12]为
drdε=ΩλDL5πkT1r2σ-2γ/rε˙(9)
式中r为空洞半径;Ω为原子体积[12],取值为1.7×10-29 m3;常数k=1.38×10-23 J/K;摩尔气体常数R=8.314 J/(mol·K)
对于塑性控制,空洞受到外力作用而长大
Hancock[12]给出了这种长大机制的微分方程
drdε=r-3γ2σ(10)
其中r的含义是塑性变形引起空洞半径改变的量,3γ/2σ的物理意义是表面能对空洞长大的影响
3.1.3 空洞的聚合
变形量达到一定数值后相邻空洞之间的材料逐渐减少,空洞长大方式为聚合长大机制
蒋等[21]计算了空洞聚合长大的微分方程
drdε=r1+Vfη-3γ2σ(11)
其中 η为空洞长大速率因子[21],取值1/m,本文的应变速率敏感性指数m=0.63[6,17];Vf为空洞体积变化率[21]
对于10 μm和20 μm板材,根据图4中的曲线得到空洞的体积变化率为
?Vf-10μm=6.011+r4(12)
?Vf-20μm=1.151+r6(13)
根据公式(7)、(9)、(10)和(11)方程绘制出材料中空洞形核、长大和聚合的机理图,如图8所示
图8中的圆点,对应本文不同变形量两种板材中空洞半径和长大速率的数据

图8空洞长大的机理
Fig.8Mechanism map of cavities growth (a) 10 μm plate, (b) 20 μm plate
此空洞长大机理图,在常见的包含扩散和塑性控制空洞长大图的基础上增加了空洞形核、聚合长大曲线
根据此图,空洞形核后空洞随着r的增大而长大的机制先后为:以扩散长大为主的扩散-塑性控制长大(简称扩散长大阶段)→以塑性长大控制为主的塑性-扩散控制长大(简称塑性长大阶段)→聚合长大
根据空洞的微观形貌(图2和图3)中空洞的形貌和变形量关系,扩散长大阶段的空洞半径范围为r0<r<rc,rc为扩散长大与塑性长大曲线的交点所对应的空洞半径
在图8的空洞长大机理图中,10 μm和20 μm板材扩散长大阶段的平均空洞半径分别为1.64 μm和1.96 μm
根据微观组织可以判断,当r<rc时空洞形态为细小圆形
扩散为主的空洞长大阶段(r0<r<rc)比较短暂,随着空洞尺寸的增大空洞引起的周围晶界错排晶格数量增加,畸变能逐渐增加,表面能的影响降低使空洞很难保持球形
当rc<r<rt(rt,扩散长大与聚合长大曲线交点所对应的空洞半径)时,空洞处于塑性长大阶段
本文两种板材在不同变形量下的数据,主要分布在塑性长大阶段
空洞因体积增大而受尺寸效应影响[22,19],空洞表面层在整体体积中所占的比例很小,它所引起的表面能可忽略不计,因此不再保持球形
根据空洞组织,当r分布在空洞长大机理图rc-rt范围内空洞的形态为沿拉伸轴较长的非球形
根据图8所示的空洞长大机理,10 μm和20 μm板材扩散与聚合长大的交界处的空洞半径(rt)分别为5.9 μm和4.8 μm
当空洞半径大于该值时主要长大方式还是塑性控制长大,但是聚合长大的速度逐渐提高,可称为塑性为主的塑性-聚合-扩散控制长大阶段
在本文的实验条件下能观察到10 μm和20 μm板材中出现明显水平空洞聚合的变形量分别为600%和100%,对应的平均空洞半径分别为6.8和5.8 μm
计算结果是出现聚合时的平均空洞半径,略小于变形机理图中的实验结果
当空洞半径大于rt时,可预判材料会出现沿水平方向的空洞聚合
空洞长大的最后阶段主要为聚合长大阶段,空洞长大机理中落入聚合区域的实验数据点对应试样的断裂
因此,从计算角度判断材料的失效、断裂,是实验数据点完全落入空洞长大机理图的“聚合长大区域 (Coalescence growth)”;在组织上,对应大尺寸空洞的非水平方向聚合
3.2 空洞演变的能量
根据组织和计算结果:在超塑变形过程中随着空洞半径的增大空洞的演变依次为:形核、长大、聚合
空洞演变的过程,是不可逆能量耗散过程
拉伸试样所处的保温炉温度恒定,试样与周围环境的热输入与热耗散相互抵消,因此热变化可忽略不计
从平衡热力学角度,拉伸轴外力做功表现为材料的塑性流变和空洞演变
3.2.1 材料的临界形核功
空洞形核机制主要有两种:1)以扩散为主的Raj[23,24]空位聚合形核机制;2)应力导致晶界应力集中的Smith-Storh[25,26]塑性空洞形核机制
蒋等[27]考虑到:1) Raj空穴聚集理论计算临界形核半径的能量公式中忽略了弹性能变化,而在外力较大的高温变形条件下,连续晶界处的位错塞积引起的弹性性能变化不能忽略;2) Smith和Storh等虽然考虑了形核时晶界的应力集中,但是忽略了空位聚集和扩散的作用
本文作者认为,这两种空洞形核能计算中临界应力比实际值高;计算形核能时,应该同时考虑空位聚集和应力导致空位形核
此空位形核模型还考虑了不同变形条件下两种形核机制的重要性不同,因此引入了体系自由能以适合低应力到高应力连续变化下的形核能计算
此公式中每一部分能量计算都有一个与空洞表面张角相关的无量纲函数
Cao等[28]在蒋空洞形核能基础上的计算了公式中的无量纲函数,使该公式能适用于铝合金材料,其形式为
?GN=-2.5323?d1.74b?σ2Gr3+9.31γ-0.5×2.93γr2-3.79?23?d1.74bσ2G22Er3=-1.68667Lb?σ2G?r3+7.845γ?r2-0.842L2b2?σ4G2E?r3(14)
其中b为柏氏矢量,取值2.86×10-10 m;E=2G(1+ν),其中剪切模量G=2.54×104×[1-0.5×(T-300)/933],G取值1.86×104 MPa,E取值4.97×104;泊松比ν=0.34;本文其余各参数,d为空间晶粒粒度,d=1.74×L,L为线性截距法求得的晶粒尺寸
本文实验用10 μm和20 μm 7B04铝合金试样的晶粒尺寸d变化如图5所示,空洞半径变化关系如图4b所示
3.2.2 扩散控制长大的能量
与塑性变形过程相比,扩散过程相对缓慢
当空洞长大方式为扩散控制(以扩散控制为主的扩散-塑性控制长大)时,根据观察到的组织形貌,空洞形状较为规则,本文的扩散长大空洞模型为球体(图9)

图9空洞扩散控制长大机制的物理模型
Fig.9Physical model of diffusion growth mechanism
如图9所示,设原始空洞半径为r,扩散机制长大后的空洞半径为 r',随着空洞半径的增大 ?r=r'-r,空洞体积变化量为
dVdr=43πr3-43πr'3
=4πr2??r(15)
其中 ?r的物理意义为空洞半径的微小增量,可用瞬时半径长大速率(dr/dε)表示
根据扩散控制的空洞半径速率方程(9),得到空洞体积变化率的方程
dVdr=4πr2?ΩλDL5πkT?1r2?σ-2γ/rε˙(16)
单个铝原子的体积为Ω,完成 dV所需要扩散的铝原子摩尔数 nAl/mol为
nAl=?VNAΩ(17)
其中NA为阿伏伽罗德常数6.02×1023
根据计算判定,本文实验温度下铝合金的扩散途径为晶格扩散
铝的晶格扩散激活能(QL)为142 kJ/mol[29], 式(17)中原子完成迁移所需要的能量为
?GD=QL?nAl(18)
因此,在扩散控制机制下,随着半径的长大消耗的能量为
?GD=QL?4λDL5kTNA?σ-2γ/rε˙(19)
3.2.3 塑性控制长大的能量
不同变形量试样内的空洞微观组织(图2、3)可见,在空洞的塑性控制长大(以塑性长大控制为主的塑性-扩散控制长大)阶段,空洞独立长大且为非聚合态,是沿拉伸方向轴比较大的非球形结构
这表明,塑性长大模型为圆柱体(图10)
设原始空洞底面的半径为h(本文的h取值为r),柱面长度为2r;长大后的空洞半径为r+ ?r,柱面长度为2(r+ ?r)
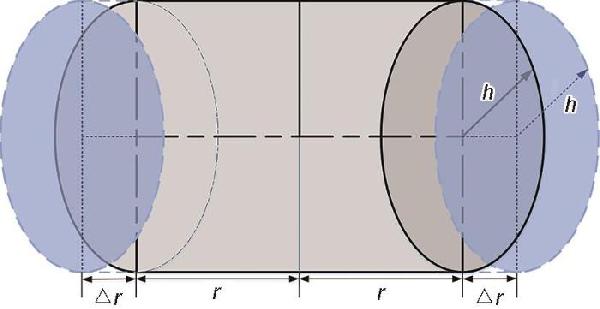
图10空洞塑性控制长大的物理模型
Fig.10Physical model of superplastic growth mechanism
从图2、3可见,在空洞的塑性控制长大阶段,空洞沿拉伸方向的长大更为明显
本文以圆柱体为塑性空洞长大模型,其长大表现为侧面积增大,空洞的长大通过表面积的增大实现,以晶界变形能的形式消耗其能量
空洞表面积的变化可表示为
dSdr=2hπ?2(r+?r)-2hπ?2r
=4πr??r(20)
根据Gertsman提出的由晶界能演化而来的单位面积晶界能的变化可表示为[30]
?G=Egb-γ=G?b24π1-νL'lnL'H+1Ngb?lnHb+4Ngb?lnL'H+lnL'H?lnHb(21)
其中Egb为非平衡晶界能;γ为晶界表面能;G为剪切模量,G=2.54×104×[1-0.5(T-300)/933],取值1.86×104 MPa;L'为法向晶界边缘到错排晶格的长度,103b;b为柏氏矢量,取值2.86×10-10 m;H为错排晶格的宽度;Ngb为晶界位错数量
根据Paidar的推导,晶界位错的数量[31]为
Ngb=1-νd2bF'Gb(22)
F'=bσsinαcosα,α为30°,综合 式(21)和(22)可得
?G=G?b24π1-νL'lnL'H+4.621-νbdGσlnHb+18.51-νbdGσln2L'H+lnL'H?lnHb(23)
晶界畸变区难以测量,ln(L'/H)在界面能的物理式中为lnθ,其中θ为错排晶格的夹角
空洞长大时晶界表现为小角度转变,因此按照铝合金小角晶界的上限值10°计算,得到铝合金超塑变形控制空洞长大的能量为
?G=G?b4π1-ν?10320.649491-νbdGσ-16.7349(24)
由 式(10)和(20)可计算出,随着空洞的长大空洞界面能的变化 ?GP为
?GP=2Gbr1-ν?10320.649491-νbdGσ-16.7349?(r-3γ2σ)(25)
3.2.4 拉伸实验中能量的输入
在单轴拉伸实验中设备输入的能量,是作用于材料横截面拉伸轴方向的拉力所做的功
在超塑变形过程中,各连续变形量对应的平行段横截面积为
As=A0eε(26)
在变形过程中横截面法向的强度为
Pi=pσi(27)
ε达到0.2时材料处于稳态塑性流变,变形过程中流变应力(σ)保持恒定
横截面法向的压力为
Fi=pσi?As(28)
在单轴拉伸过程中,随着变形量的增大瞬时能量输入为
?G=pσi?As??ε(29)
其中 ?ε为试样变形瞬时速度,可根据实验中的应变速率3×10-4 s-1换算
试样的平行段为15 mm, ?ε取值4.5×10-6 m/s;e为自然对数底数2.71828
整合 式(26)和 式(29),可计算出试样横截面瞬时能量输入为
?G=4.5×10-6?pσi?A0eε(30)
根据空洞形核能量 (式(14))、扩散控制空洞长大能耗(式(19))、塑性变形控制空洞长大能耗(式(25))和拉伸设备能量输入(式(28)),绘制出能量变化曲线
根据实验数据,10 μm和20 μm板材的变形量与空洞半径关系 式(3)和 式(4),两种板材的晶粒尺寸与空洞半径关系可根据 式(5)和 式(6)换算
最终整合出两种板材在530℃/3×10-4 s-1条件下空洞演变的能量耗散,如图11所示
图11表明,在初期应力急剧增加阶段横截面积降低幅度较小,输入的能量急剧增加;进入稳态流变后应力变化较小,试样的横截面积减小,输入能量也有所降低
在整个变形过程中都存在空洞形核能的耗散,在断裂的拉伸试样表面(图2f,图3e)并非只有长大的空洞,也有微小的空洞,是不断形核的结果
由于形核能与晶粒尺寸成正比,随着变形量的增加晶粒长大,形核能也略有增加
对于10 μm和20 μm板材,空洞的扩散和塑性控制长大的能量之和接近瞬时横截面能量输入时试样断裂
拉伸设备的单轴拉力所做的功为空洞长大提供能量,也维持着超塑变形过程中晶界的滑动和晶粒转动
试样的变形量达到断裂极限时横截面降低到最小值,截面空洞含量较高,材料层极薄,空洞耗散能与设备为该面提供的瞬时能量接近
当大尺寸的空洞聚合时,材料的粘性流动不足而失稳断裂

图11空洞演变的能量耗散
Fig.11Energy dissipation map of cavitiy evolution (a) 10 μm plate, (b) 20 μm plate
4 结论
(1) 在平均晶粒尺寸为10 μm和20 μm的2 mm厚7B04铝合金板材的拉伸过程中,随着变形量的增大空洞的形态的变化为:空洞形核→球形空洞弥散分布→空洞沿拉伸方向伸长为非球形→空洞沿拉伸方向聚合→大尺寸空洞沿非拉伸方向聚合
平均晶粒尺寸为10 μm的板材中空洞的长大和演变过程缓慢,平均晶粒尺寸为20 μm的板材空洞的尺寸、数量的增长和聚合较快;组织细化能降低空洞的长大速率,提高7B04铝合金的超塑变形能力
(2) 平均晶粒尺寸为10 μm和20 μm的材料,其断后延伸率约为1/3时空洞沿拉伸方向聚合
尺寸较小的空洞沿拉伸方向聚合并不能立刻使材料断裂,因此不能作为预判材料失效的依据
在断裂试样表面(10 μm-1663%和20 μm-310%),有数量较多的大尺寸(>260 μm)空洞沿非拉伸方向聚合
大尺寸空洞沿非拉伸方向聚合,是材料失效的先兆
(3) 根据组织变化和空洞长大机理,r<rc时空洞为细小的圆形,以扩散长大机理为主;rc<r<rt时空洞为沿拉伸轴较长的非球形,以塑性长大机理为主;r>rt时空洞沿水平方向聚合
实验数据点完全落入空洞长大机理图的聚合长大区域时,空洞沿非水平方向聚合,材料断裂
(4) 根据空洞长大的物理模型并结合空洞长大的速率方程和实验数据得到的空洞半径与应变的关系,可构建空洞形核长大能量耗散图
根据能量输入与能量耗散关系,可判断材料失稳
参考文献
View Option 原文顺序文献年度倒序文中引用次数倒序被引期刊影响因子
[1]
Wang Y C, Cao L F, Wu X D, et al.
Research progress on microstructure and properties of 7xxx series aluminum alloys for oil drill pipes
[J]. Mater. Rep., 2019, 33: 1190
[本文引用: 1]
王一唱, 曹玲飞, 吴晓东 等.
石油钻杆用7xxx系铝合金微观组织和性能的研究进展
[J]. 材料导报, 2019, 33: 1190
[本文引用: 1]
[2]
Qi F.
Research on superplastic bulging forming 5083 aluminum window part for high-speed train
[D].
Beijing:
China Academy of Machinery Science and Technology, 2018
[本文引用: 1]
齐 飞.
高速列车5083铝合金车窗超塑气胀成形工艺研究
[D].
北京:
机械科学研究总院, 2018
[本文引用: 1]
[3]
Mukherjee A K.
Deformation mechanisms in superplasticity
[J]. Annu. Rev. Mater. Sci., 1979, 9: 191
DOIURL [本文引用: 1]
[4]
Gifkins R C.
Grain-boundary sliding and its accommodation during creep and superplasticity
[J]. Metall. Mater. Trans., 1976, 7A: 1225
[本文引用: 1]
[5]
Miller D A, Langdon T G.
An analysis of cavity growth during superplasticity
[J]. Metall. Trans., 1979, 10A: 1869
[本文引用: 1]
[6]
Wang J, Li G Y, Yang W J, et al.
Study on cavity in superplastic deformation of 7B04 aluminum alloy
[J]. J. Mater. Metall., 2018, 17: 293
[本文引用: 4]
王 建, 李光宇, 杨文静 等.
7B04铝合金超塑变形空洞研究
[J]. 材料与冶金学报, 2018, 17: 293
[本文引用: 4]
[7]
Guo J T, Chen R S, Li G S.
Superplasticity and cavity stringers in a multiphase NiAl-based intermetallic alloy
[J]. J. Mater. Process. Technol., 2003, 139: 337
DOIURL [本文引用: 1]
[8]
Wen X.
Research on superplasticity and cavity behavior of Al-Zn-Mg-Cu alloy
[D].
Shenyang:
Northeastern University, 2015
[本文引用: 1]
温 学.
铝锌镁铜合金超塑性及空洞行为的研究
[D].
沈阳:
东北大学, 2015
[本文引用: 1]
[9]
Jiang X G, Cui J Z, Ma L X.
Cavity growth behavior of 7475 aluminum alloy in superplastic deformation
[J]. J. Northeast Univ. Technol., 1991, 12: 48
[本文引用: 4]
蒋兴钢, 崔建忠, 马龙翔.
7475铝合金超塑变形空洞长大的研究
[J]. 东北工学院学报, 1991, 12: 48
[本文引用: 4]
[10]
Li S.
Research on superplastic forming/diffusion bonding of 5A70 aluminum alloy
[D].
Beijing:
University of Science and Technology Beijing, 2019
[本文引用: 1]
李 升.
5A70铝合金超塑性成形/扩散连接研究
[D].
北京:
北京科技大学, 2019
[本文引用: 1]
[11]
Chokshit A H, Mukherjee A K.
An analysis of cavity nucleation in superplasticity
[J]. Acta Metall., 1989, 37: 3007
DOIURL [本文引用: 1]
[12]
Chokshi A H.
The development of cavity growth maps for superplastic materials
[J]. J. Mater. Sci., 1986, 21: 2073
DOIURL [本文引用: 6]
[13]
Hancock J W.
Creep cavitation without a vacancy flux
[J]. Metal Sci., 1976, 10: 319
[本文引用: 3]
[14]
Nicolaou P D, Semiatin S L, Ghosh A K.
An analysis of the effect of cavity nucleation rate and cavity coalescence on the tensile behavior of superplastic materials
[J]. Metall. Mater. Trans., 2000, 31A: 1425
[本文引用: 1]
[15]
Cao F R, Li Y L, Ding H, et al.
Low-temperature superplasticity of a ultralight fine-grained Mg-8.4wt%Li alloy
[J]. J. Northeastern Univ. (Nat. Sci.), 2006, 27: 1351
[本文引用: 1]
曹富荣, 李英龙, 丁 桦 等.
超轻细晶Mg-8.4Li合金的低温超塑性
[J]. 东北大学学报(自然科学版), 2006, 27: 1351
[本文引用: 1]
[16]
Chokshi A H, Mukherjee A K, Langdon T G.
Superplasticity in advanced materials
[J]. Mater. Sci. Eng., 1993, 10R: 237
[本文引用: 1]
[17]
Wang J, Yang W J, Li Z L, et al.
Superplastic behavior and deformation mechanism of 7B04 al-alloy
[J]. Chin. J. Mater. Res., 2018, 32: 675
[本文引用: 3]
王 建, 杨文静, 李卓梁 等.
7B04铝合金的超塑变形行为及其机理
[J]. 材料研究学报, 2018, 32: 675
[本文引用: 3]
[18]
Jiang X G, Earthman J C, Mohamed F A.
Cavitation and cavity-induced fracture during superplastic deformation
[J]. J. Mater. Sci., 1994, 29: 5499
DOIURL [本文引用: 2]
[19]
Kim W J, Taleff E, Sherby O D.
A proposed deformation mechanism for high strain-rate superplasticity
[J]. Scrip. Metall. Mater., 1995, 32: 1625
DOIURL [本文引用: 1]
[20]
Gurtin M E, Murdoch A I.
A continuum theory of elastic material surfaces
[J]. Arch. Ration. Mech. Anal., 1975, 57: 291
DOIURL
[21]
Jiang X G, Cui J Z, Ma L X.
A simple formula for cavity growth rate considering cavity interlinkage during superplastic deformation
[J]. Mater. Sci. Eng., 1994, 174A: L9
[本文引用: 3]
[22]
Gurtin M E, Murdoch A I.
Surface stress in solids
[J]. Int. J. Solids Struct., 1978, 14: 431
DOIURL [本文引用: 1]
[23]
Raj R, Ashby M F.
Intergranular fracture at elevated temperature
[J]. Acta Metall., 1975, 23: 653
DOIURL [本文引用: 1]
[24]
Raj R.
Nucleation of cavities at second phase particles in grain boundaries
[J]. Acta Metall., 1978, 26: 995
DOIURL [本文引用: 1]
[25]
Stroh A N.
A theory of the fracture of metals
[J]. Adv. Phys., 1957, 6: 418
DOIURL [本文引用: 1]
[26]
Stroh A N.
The formation of cracks as a result of plastic flow
[J]. Proc. Roy. Soc., 1954, 223A: 404
[本文引用: 1]
[27]
Jiang X G, Cui J Z, Ma L X.
A cavity nucleation model during high temperature creep deformation of metals
[J]. J. Univ. Sci. Technol. Beijing, 1993, 15: 305
[本文引用: 1]
蒋兴钢, 崔建忠, 马龙翔.
一个新的金属高温蠕变空洞形核理论模型
[J]. 北京科技大学学报, 1993, 15: 305
[本文引用: 1]
[28]
Cao F R, Zhou B J.
Modeling of deformation energy at elevated temperatures and its application in Mg-Li-Al-Y alloy
[J]. Trans. Nonferrous Met. Soc. China, 2017, 27: 2434
DOIURL [本文引用: 1]
[29]
Weertman J.
Compressional creep of tin single crystals
[J]. J. Appl. Phys., 1957, 28: 196
[本文引用: 1]
[30]
Gertsman V Y, Valiev R Z, Kaibyshev O A.
On the energy change during the grain boundary structure recovery from non-equilibrium state to equilibrium state
[J]. Phys. Status Solidi, 2010, 91A: K119
[本文引用: 1]
[31]
Paidar V, Takeuchi S.
Superplastic deformation carried by grain boundaries
[J]. Acta Metall. Mater., 1992, 40: 1773
DOIURL [本文引用: 1]
石油钻杆用7xxx系铝合金微观组织和性能的研究进展
1
2019
声明:
“7B04铝合金超塑变形过程中空洞的演变和能量耗散” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 831
编辑:中冶有色技术网
来源:杨文静,李光宇,王建,丁桦,张宁,张艳苓,侯红亮,李志强
831
编辑:中冶有色技术网
来源:杨文静,李光宇,王建,丁桦,张宁,张艳苓,侯红亮,李志强
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0







































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




