A319铸造
铝合金具有良好的铸造性能和力学性能, 热处理可进一步提高其性能[1]
在实际应用中, 常采用T6热处理工艺来提高A319铝合金铸件的质量和性能
影响铸造铝合金拉伸性能和疲劳性能的因素很多, 如二次枝晶臂间距(SDAS)、孔洞尺寸、共晶硅颗粒尺寸和形态比、硬度等内部结构以及应变幅值、加载路径等[2-7]
SDAS是指二次枝晶臂之间的距离, 其大小影响合金成分的微观偏析、第二相和显微缩松的分布[8], 从而影响其疲劳性能[9]
目前对A319铝合金拉伸及疲劳性能的内部影响因素的研究, 主要集中在SDAS、孔洞、硅颗粒和硬度[7]
硬度影响铝合金的拉伸及疲劳性能的实质, 是SDAS、硅颗粒、孔洞等微结构的影响
莫德锋等[1, 10]研究了孔洞和硅颗粒对A319铝合金拉伸及疲劳性能的影响, 本文研究SDAS对A319铝合金疲劳性能的影响
1 实验方法
实验用A319铝合金的成分列于表1
将A319铝合金熔炼浇铸成型, 浇铸模具为楔形金属模(图1)
从模具下方通冷却水, 以保证自下而上的不同部位有不同的冷却速率
Table 1
表1
表1A319铝合金的化学成分
Table 1Chemical composition of A319 aluminum alloy (mass fraction, %)
|
Element
|
Si
|
Cu
|
Mg
|
Fe
|
Mn
|
Zn
|
Ti
|
Sr
|
Ni
|
Al
|
|
|
7.3
|
3.2
|
0.28
|
0.51
|
0.28
|
0.25
|
0.10
|
-
|
-
|
Bal.
|
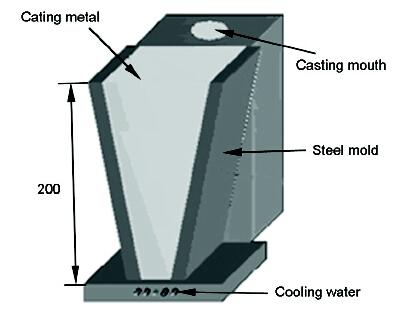
图1浇铸模具
Fig.1Casting mold
在A319铝合金材料自下而上的不同位置切取一系列金相样品, 尺寸约为15 mm×15 mm, 在MR5000倒置金相显微镜下观察其显微组织
使用Digimizer软件和定量金相方法测定一系列微结构参数, 包括SDAS大小、孔洞尺寸、硅颗粒尺寸和形态比
测试材料的力学性能时做以下规定: 按到模具底部的距离, 自下而上选取3层(层号分别记为1、2、3), 具体取样方法列于表2
由于每一层垂直高度较小(均在20-30 mm), 可认为每一层中材料的微结构相近, 讨论时不作区分
用线切割机切下每层的样品, 进行T6热处理后加工成标准的拉伸试样和单轴疲劳试样(图2, 3)

图2拉伸试样尺寸
Fig.2Tensile specimen geometry (mm)

图3单轴疲劳试样尺寸
Fig.3Uniaxial fatigue specimen geometry (mm)
Table 2
表2
表2力学性能试验取样参照方法
Table 2Referring sampling method of mechanical properties testing
|
Sample No.
|
Distance from the bottom
of the mold/mm
|
SDAS range/μm
|
Reference value of SDAS/μm
|
|
1
|
2-25
|
15-28
|
21
|
|
2
|
38-60
|
35-44
|
38
|
|
3
|
100-130
|
55-62
|
60
|
2 结果与讨论2.1 不同位置试样的SDAS和显微组织
图4给出了A319铝合金材料中SDAS与到模具底部距离的定量统计关系
各层浇铸金属液凝固时的冷却速率差别很大, 离模具底部越远, 冷却速率越小
从图4可见, 离浇铸模具底部越远SDAS越大
随着冷却速率的减小一次枝晶臂间距(DAS)逐渐增大, SDAS也增大[11, 12]
对于铸造铝合金, 冷却速率越大其形核温度越高, 结晶的过冷度越大, 枝晶的形核率越高, 且冷却速率越大二次枝晶臂没有足够的时间长大和聚集, 导致SDAS越小[13, 14]

图4SDAS与到模具底部距离的关系
Fig.4Relationship between SDAS and the distance from the bottom of the mold
图5给出了不同位置的试样组织
如图中标识所示, A319铝合金主要由初生白色α-Al相、深灰色针状共晶硅相及浅灰色片状或针状金属间化合物组成, 颗粒相将α-Al基体相互隔离起来
同时, 在材料中还发现尺寸较大的孔洞, 大部分孔洞是因在浇铸过程中补缩不足形成的, 一般分布在枝晶边界
不同位置试样的SDAS有很大的差异, 取样位置离模具底部越近, SDAS越小(图5b-d)
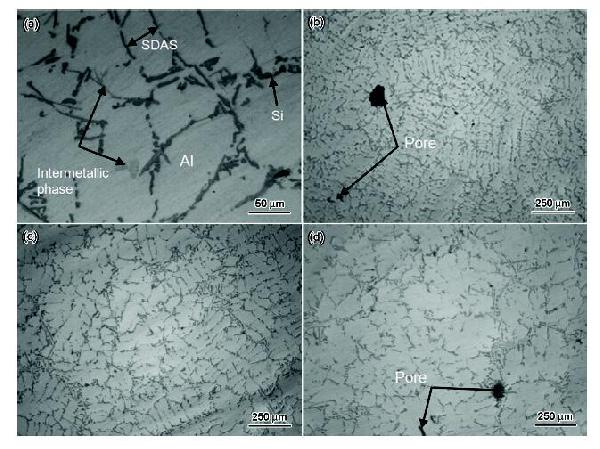
图5不同位置的试样组织
Fig.5Microstructures of different positions, (a) high magnification, distance from the bottom of the mold is 52 mm, (b-d) low magnification, distance from the bottom of the mold are 9 mm, 52 mm, 130 mm, respectively
2.2 硅颗粒与SDAS的关系
根据硅颗粒与Al基体间灰暗对比度色差选定某一视场内所有硅颗粒后, Digimizer软件将自动统计硅颗粒, 其选定效果如图6所示
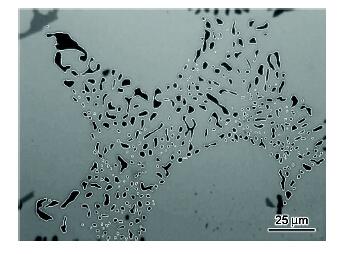
图6Digimizer软件对硅颗粒的选定效果
Fig.6Selected Si particles by digimizer software
图7给出了硅颗粒尺寸、硅颗粒形态比与SDAS的关系
其中硅颗粒形态比为硅颗粒长度与宽度的比值, 其值一般大于1
圆形颗粒形态比为1, 而针状颗粒形态比远大于1
硅颗粒尺寸一般用颗粒面积的平方根表示, 即 dp=Sarea, 其中 Sarea为单个硅颗粒面积
Fig.7Relationship between Si particle and SDAS, (a) relationship between Si particle size and SDAS, (b) relationship between Si aspect ratio and SDAS图7硅颗粒与SDAS的关系

由图7可见, 不论是硅颗粒尺寸, 还是硅颗粒形态比, 均与SDAS有很好的线性关系
对于A319铝合金, 当冷却速率较小时SDAS较大, 硅颗粒尺寸和形态比也较大, 硅颗粒尺寸和形态比与SDAS之间均存在定量关系
通过线性拟合可得如下关系:
dp=2.01+0.0667λ
(1)
α=1.774+0.0160λ
(2)
其中 dp为硅颗粒尺寸, a为硅颗粒形态比
2.3 孔洞尺寸与SDAS的关系
图8给出了SDAS与尺寸大于20 μm的孔洞之间的关系
从图8可以看出, 对于A319铝合金, 当SDAS的值小于55 μm时, SDAS较大, 孔洞尺寸也较大; 但当SDAS的值大于55 μm, 孔洞尺寸与SDAS之间没有明显的关系
当冷却速率增大时, SDAS减小, 枝晶尺寸变小, 数量增多, 枝晶间的区域也减小, 在这种情况下, 液体合金供给充足, 形成的孔洞尺寸减小[13]

图8孔洞尺寸与SDAS的关系
Fig.8Relationship between porosity size and SDAS
2.4 SDAS对拉伸性能的影响
由图9可见, 随着试样SDAS的增大显微硬度降低
有研究指出[11], DAS和SDAS的增加会降低材料的硬度
此外, SDAS较大时, 孔洞尺寸、硅颗粒尺寸和形态比也较大, 粗大的组织和孔洞缺陷会降低材料的硬度

图9SDAS对显微硬度的影响
Fig.9Effect of SDAS on microhardness
相同条件下, 对A319铝合金进行两次重复拉伸试验, 得到的数据如表3所示
从表3可以看出, 合金的杨氏模量和屈服强度受SDAS的影响不大; 而抗拉强度和延伸率随SDAS变化有明显的变化, SDAS越大其抗拉强度和延伸率越小, SDAS从20 μm增加到60 μm材料的抗拉强度下降16%, 延伸率下降60%
Table 3
表3
表3不同SDAS试样的拉伸性能
Table 3Tensile properties of A319 aluminum alloy with different SDAS
|
Sample No.
|
Reference value of SDAS/μm
|
Young’s modulus/GPa
|
σ0.2/MPa
|
σb/MPa
|
Elongation
/%
|
|
1
|
21
|
75.5
|
211
|
288
|
3
|
|
74.9
|
210
|
255
|
2
|
|
2
|
38
|
74.5
|
219
|
255
|
2
|
|
75
|
215
|
235
|
1.5
|
|
3
|
60
|
74.2
|
209
|
230
|
1
|
|
74.8
|
213
|
226
|
1
|
当SDAS较小时共晶硅相晶粒细小, 细小的晶粒使材料晶界增多, 滑移系统增多, 这都有利于材料的塑性变形, 使延伸率增大, 抗拉强度增大; 反之, 延伸率减小, 相应的抗拉强度也减小
另外, 当SDAS较大时铸造孔洞尺寸、硅颗粒尺寸和形态比也较大, 孔洞尺寸、孔洞面积、硅颗粒尺寸和形态比均会影响材料的力学性能
如孔洞尺寸增大会降低材料的力学性能[15, 16], 因为大孔洞使应力集中现象明显, 易形成裂纹, 降低材料的强度和延伸率[17], 从而加速材料的断裂
2.5 SDAS对单轴疲劳行为的影响
从图10可以看出, 在同一应变幅值下, 当SDAS在20-60 μm之间, 材料的平均疲劳寿命随着SDAS的增大均有所下降, 这种现象在低应变幅值下尤其明显
Zhang等[18]研究发现, SDAS的减小可延迟裂纹萌生
根据A319铝合金中微结构之间的相互关系, 当SDAS较大时孔洞尺寸、硅颗粒尺寸和形态比也较大
试样表面的孔洞极易萌生疲劳裂纹, 当孔洞尺寸较大时将加速疲劳裂纹的萌生[1, 18]; 尺寸较大的硅颗粒不仅造成应力集中, 而且还成为裂纹源
此外, 疲劳裂纹扩展容易穿过尺寸较大的硅颗粒
因此, SDAS、孔洞尺寸、硅颗粒尺寸增大促进了疲劳裂纹的萌生与扩展[13], 使裂纹萌生和扩展所需时间缩短, 从而降低其疲劳寿命
在单轴加载状态下, 基于应变的疲劳寿命估算方法有Manson-Coffin关系式[19]
在恒应变幅下, 总应变幅 Δεt/2通常认为由两部分组成: 弹性应变幅 Δεe/2和塑形应变幅 Δεp/2, 总的寿命公式表示为

图10疲劳寿命与SDAS的关系
Fig.10Relationship between fatigue life and SDAS
Δεt2=σfE(2Nf)b0+ε′f(2Nf)c0
(3)
式中 σ′f、 ε′f分别为疲劳强度系数和疲劳延性系数, E为弹性模量, b0、 c0分别为疲劳强度指数和疲劳延性指数, Nf为疲劳寿命
从稳定后的循环应力-应变曲线可得到弹性应变幅 Δεe/2和塑性应变幅 Δεp/2, 两边取对数后, 用lge表示弹性、塑性应变部分, 利用直线拟合后得到疲劳系数和指数, 见式(4)和(5), 疲劳寿命采用某一应变幅下的平均寿命
图11给出了对1、2、3铝合金弹性项和塑性项分开后拟合求解得到的图像
通过直线拟合可得到疲劳系数和疲劳指数, 列于表4

图113个A319铝合金弹塑性项拟合求解
Fig.11Elastic-plastic linear fitting of A319 aluminum alloy (a) 1, (b) 2, (c) 3
Table 4
表4
表4A319铝合金的疲劳指数与系数
Table 4Uniaxial fatigue exponent and coefficient of A319 aluminum alloys
|
Sample No.
|
Reference value
of SDAS/μm
|
σ′f
|
ε′f
|
b0
|
c0
|
|
1
|
21
|
529
|
0.234
|
-0.116
|
-0.678
|
|
2
|
38
|
483
|
0.218
|
-0.110
|
-0.709
|
|
3
|
60
|
434
|
0.181
|
-0.103
|
-0.717
|
lg(Δεe2)=lg(σ′fE)+b0lg(2Nf)
(4)
lg(Δεp2)=lg(ε′f)+c0lg(2Nf)
(5)
由于不同位置的A319铝合金试样其微结构有一定的差异, 拟合结果也有所不同, 表现为疲劳系数和指数的取值不同
对比表4中的数据可以发现, 疲劳系数和指数的变化有一定的规律: 大于不同取样层的试样, 随着取样层号的增加SDAS的值增大, b0增大, 而 σ′f、 ε′f和 c0减小
一方面, SDAS不同其疲劳裂纹萌生点不同, 疲劳裂纹或萌生于近表面的孔洞, 或萌生于断裂的硅颗粒[20]; 另一方面, 不同取样层试样的SDAS不同, 硅颗粒尺寸和形态比、孔洞尺寸也有很大的差异, 而硅颗粒尺寸和形态比、孔洞尺寸对疲劳裂纹的萌生、扩展及断裂方式均有较大的影响[21]
这些因素都影响合金的疲劳系数和指数, 进而影响在特定加载条件下的疲劳寿命
3 结论
1. A319铝合金的SDAS受冷却速率的影响很大, 冷却速率越小其SDAS越大
当SDAS较大时, 硅颗粒的尺寸和形态比也较大
当SDAS的值小于55 μm时, SDAS较大孔洞尺寸也较大; 但当SDAS的值大于55 μm时, 孔洞尺寸与SDAS之间没有明显的关系
2. A319铝合金的杨氏模量、屈服强度受SDAS的影响很小; 而硬度、抗拉强度、延伸率对SDAS有一定依赖性, 均随着SDAS的增大而降低
3. A319铝合金的疲劳寿命随着SDAS的增大而下降; 疲劳系数和指数的变化也有一定的规律, 随着SDAS增大, b0增大, 而 σ′f、 ε′f和 c0减小
2014年3月13日收到初稿; 2014年4月25日收到修改稿

声明:
“二次枝晶臂间距对A319铝合金拉伸及疲劳性能的影响” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 741
编辑:中冶有色技术网
来源:沈月,何国球,田丹丹,樊康乐,刘晓山,莫德锋
741
编辑:中冶有色技术网
来源:沈月,何国球,田丹丹,樊康乐,刘晓山,莫德锋
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0






































































 中冶有色技术平台
中冶有色技术平台

 2024年05月31日 ~ 06月02日
2024年05月31日 ~ 06月02日 



 换一批
换一批




