制造业提出的轻量化,包括材料轻量化和结构轻量化
材料轻量化,是指以轻质材料代替传统的钢铁等质量较大的材料
这不仅是简单的材料替代,还包括材料成形技术的提高
材料替代和成形技术的提高,使
铝合金等轻质合金结构件在满足性能要求的前提下实现结构件的轻量化
在结构件轻量化成形技术中,挤压铸造受到极大的关注
挤压铸造技术也称为液态模锻,是指金属液在压力下充填模具型腔并在高压下凝固成形的精密成形技术[1~3]
因其具有在压力下强制补缩的优势,所以能显著降低成形件的铸造缺陷,提高熔体过冷度而细化组织,从而提高成形件的性能[4~7]
挤压铸造技术的优越性,使各国投入了很大的精力研究金属挤压铸造技术
前苏联[8,9]、美国[10,11]、日本[12,13]、中国[14~17]、英国[18,19]、意大利[20]和韩国[21,22]在钢铁材料、铝合金、铜合金、镁合金以及铝基
复合材料等方面,开展了挤压铸造理论、工艺以及装备的研究和开发
随着轻量化技术的发展,铝合金结构件的挤压铸造成形工艺受到了极大的关注
挤压铸造工艺在轿车和重载汽车铝轮毂的成形制造等方面,有较好的应用前景[24,25]
挤压铸造,是成形汽车空调压缩机铝合金连杆和摇盘的重要技术选择[25~27]
研究发现,挤压铸造技术在成形轿车转向节、控制臂、发动机拉杆弯臂和副车架等底盘承载结构件等方面有明显的优势[28~32]
挤压铸造,也是Al-Cu系高强特种装备铝合金负重轮的主要成形方法[33,34]
除了专注挤压铸造工艺参数对成形件组织性能影响的研究之外,学者们还开展了对变质处理[35~37]和热处理[38,39]挤压铸造成形件的组织和性能的研究
与前者相比,对后者的研究比较少,特别是高于300 MPa的高比压挤压铸造成形件的研究更少
鉴于此,本文研究变质、细化和热处理对高比压挤压铸造A356铝合金成形件的组织和性能的影响规律
1 实验方法
实验用材料为A356铸造铝合金
使用X射线荧光光谱仪测试其成分(质量分数)为: 6.93% Si、0.49% Mg、0.054% Ti、0.02% Fe、0.33% Mn、0.011% Cu、0.043% Zn和基体Al
A356铝合金的变质剂和细化剂为Al-10Sr合金和Al-5Ti-B合金
分别取不同质量分数的Al-10Sr变质剂或Al-5Ti-B细化剂加入到金属液中,研究不同质量分数的变质剂和细化剂对成形件微观组织和力学性能的影响规律
在挤压铸造成形实验方案中,保持浇注温度、模具温度和比压不变,改变变质剂、细化剂的加入量,并将未加变质剂和细化剂的试样、Al-10Sr变质剂加入量为0.3%的试样和Al-5Ti-B细化剂加入量为0.6%的的试样进行热处理
具体挤压铸造成形实验方案,如表1所示
Table 1
表1
表1本文的挤压铸造成形实验方案
Table 1Experimental plan in this research
|
Sample No.
|
Pouring temperature/℃
|
Die temperature
/℃
|
Specific pressure
/MPa
|
Dwell time/s
|
Added master alloy
|
Quantity
/%
|
Heat treatment status
|
|
1
|
700
|
250
|
398
|
30
|
No
|
0
|
No T6
|
|
2
|
700
|
250
|
398
|
30
|
Al-10Sr
|
0.1
|
No T6
|
|
3
|
700
|
250
|
398
|
30
|
Al-10Sr
|
0.3
|
No T6
|
|
4
|
700
|
250
|
398
|
30
|
Al-10Sr
|
3
|
No T6
|
|
5
|
700
|
250
|
398
|
30
|
Al-5Ti-B
|
0.1
|
No T6
|
|
6
|
700
|
250
|
398
|
30
|
Al-5Ti-B
|
0.6
|
No T6
|
|
7
|
700
|
250
|
398
|
30
|
Al-5Ti-B
|
3
|
No T6
|
|
8
|
700
|
250
|
398
|
30
|
No
|
0
|
T6
|
|
9
|
700
|
250
|
398
|
30
|
Al-10Sr
|
0.3
|
T6
|
|
10
|
700
|
250
|
398
|
30
|
Al-5Ti-B
|
0.6
|
T6
|
对A356挤压铸造成形件进行T6处理: 固溶温度和时间分别为540℃和4 h,人工时效温度和时间分别为195℃和4 h[40]
图1给出了A356合金轮毂模拟件的挤压铸造三维结构图和取样位置
将金相试样依次用600 #至2000 #砂纸进行粗磨和精磨,然后用0.5 μm金刚石抛光剂辅助抛光,最后用0.5%的HF水溶液腐蚀试样
用金相显微镜(Olympus GX71)进行金相观察,用岛津电子万能试验机(AG-X plus 20kN)进行拉伸试验,拉伸速度为2 mm/min
使用图像处理软件Image Pro Plus计算金相图的晶粒面积,晶粒的平均直径为
d=∑i=1n4Ai/πn(1)
式中Ai为第i个晶粒的面积,n为晶粒数
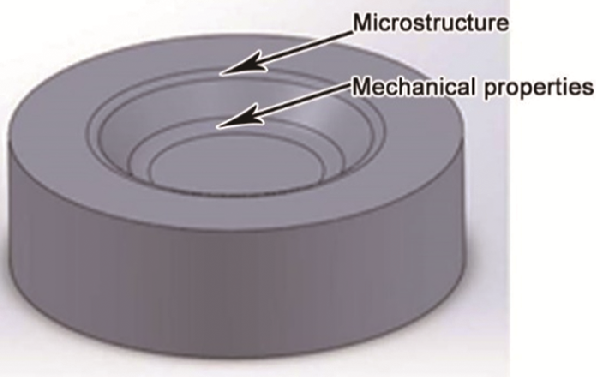
图1挤压铸造成形件的三维造型图、微观组织和测量力学性能取样位置
Fig.1Three dimension model of squeeze casting component and locations of samples
2 实验结果2.1 变质剂对成形件组织性能的影响
图2给出了熔炼时Al-10Sr变质剂的加入量分别为0%、0.1%、0.3%和3%的铝合金液挤压铸造成形制件的微观组织
未加变质剂时共晶硅的形貌为片状和长杆状,构件组织有细小的等轴晶和尺寸较大的蔷薇晶(图2a和图2e)
加入0.1%的Al-10Sr变质剂时共晶硅组织开始细化,部分区域共晶硅细化成蠕虫状,共晶硅尺寸显著减小,但是大部分是短杆状和片状
在硅相被细化的区域附近,出现了细小的球状晶粒(图2b)
加入0.3%的Al-10Sr变质剂时变质效果最好,共晶硅都变质细化为蠕虫状和颗粒状,晶粒的圆整度也比较高;一部分α(Al)晶粒是接近半固态的球晶,晶粒细小圆整,组织致密均匀(图2c和2f)
加入3%的Al-10Sr变质剂时共晶硅的形貌变化不大,但是晶粒严重粗化且尺寸差异很大,发生了过变质,但是共晶硅仍然比未加变质剂时细小(图2d)
图2g给出了晶粒平均尺寸的定量描述
可以看出,未加变质剂前平均晶粒直径为33.7 μm,加入量为0.1%的平均晶粒直径减少到29.7 μm,加入量为0.3%时平均晶粒直径最小(25.8 μm);但是,当加入量为3%时平均晶粒直径增大到32.9 μm;比0.3%时明显增大,但是比未变质构件的平均晶粒尺寸小

图2加入不同量变质剂挤压铸造件的微观组织和平均晶粒尺寸
Fig.2Microstructure and average grain size of squeeze casting component with different addition quantity of Al-10Sr modifier (a) 0, (b) 0.1%, (c) 0.3%, (d) 3%, (e) 0 (1000x), (f) 0.3% (1000x), (g) average grain size
图3给出了熔炼时Al-10Sr变质剂的加入量分别为0、0.1%、0.3%和3%的金属液在浇注温度为700℃、模具温度为250℃、保压30s条件下挤压铸造成形制件的力学性能
由图3可见,加入量为0.1%时制件的力学性能稍有降低
其原因可能是,铝锶变质剂较长的孕育期使合金的元素烧损增多,使力学性能降低
而加入少量变质剂时力学性能提高得不多
加入0.3%的Al-10Sr变质剂时挤压铸造成形件的最优抗拉强度、屈服强度和延伸率分别为221.3 MPa、104.5 MPa和10.3%,分别提高了5.9%、1.5%和20.4%
变质剂加入量为3%的制件其力学性能不如加入量为0.3%的制件,但是与比未加变质剂的制件相比明显提高
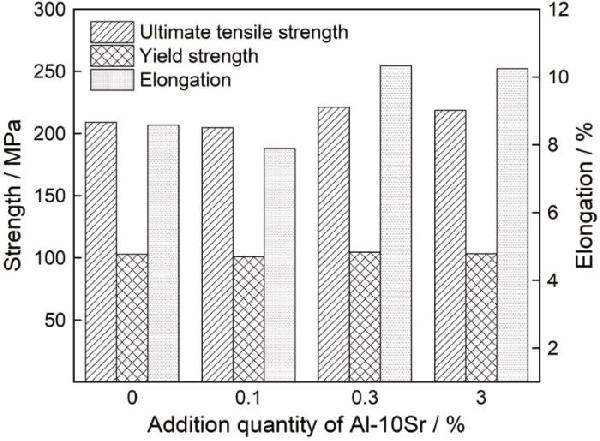
图3加入不同量Al-10Sr变质剂制件的力学性能
Fig.3Mechanical properties of squeeze casting component with different addition quantity of Al-10Sr modifier
2.2 细化剂对制件微观组织的影响
图4给出了加入0.1%、0.6%和3%的Al-5Ti-B细化剂挤压铸造成形制件的微观组织
对比2a、4a和图4b可以发现,加入量分别为0.1%和0.6%时的微观组织由蔷薇晶和等轴晶组成,α-Al相的晶粒尺寸有所降低,但是共晶硅的形貌没有明显的变化
而加入3%的Al-5Ti-B细化剂时晶粒明显粗化,蔷薇晶显著增多,但是共晶硅的形貌没有变化
由图4d可见,加入0.1%、0.6%的细化剂时平均晶粒直径分别为32.9 μm、31.6 μm,减小了2.3%和6.2%
加入3%的细化剂时平均晶粒直径为51.7 μm,比未加细化剂时反而增大了53%

图4加入不同量Al-5Ti-B细化剂挤压铸造件的微观组织和平均晶粒直径
Fig.4Microstructure and average grain size of squeeze casting component with different addition quantity of Al-5Ti-B refiner (a) 0.1%, (b) 0.6%, (c) 3%, (d) average size of grains
图5给出了熔炼时Al-5Ti-B细化剂的加入量分别为0.1%、0.6%和3%的金属挤压铸造成形制件的力学性能
由图5可见,随着细化剂加入量的增加制件的力学性能先升高后降低
加入量为0.1%的制件其力学性能有所提升,但是幅度不大
加入量为0.6%的制件力学性能最优,抗拉强度、屈服强度和延伸率为215.6 MPa、106.6 MPa、9.0%,比未加变质剂分别提高了3.3%、3.6%和5.1%
加入量为3%的制件其力学性能显著降低,比未加变质剂时分别降低了67.8%和74.4%
这表明,过量的铝钛硼细化剂对合金产生了不利影响,使制件的力学性能显著降低

图5加入不同量细化剂制件的力学性能
Fig.5Mechanical properties of squeeze casting component with different quantity of Al-5Ti-B refiner
2.3 热处理对制件微观组织和力学性能的影响
图6给出了挤压铸造成形制件热处理前后性能的对比
如图6所示,经过T6热处理(固溶545℃/4 h+时效190℃/4 h)后A356挤压铸造件的强度显著提高,而延伸率降低
经过Al-10Sr变质和Al-5Ti-B细化的T6热处理挤压铸造件,其力学性能高于未经变质或细化件的力学性能
其中Al-5Ti-B细化处理的挤压铸造件热处理后力学性能最高:屈服强度为239.3 MPa,抗拉强度为297.5 MPa,延伸率为8.0%
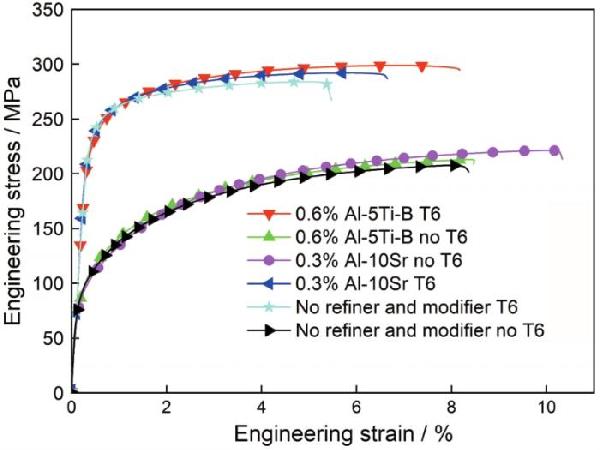
图6热处理前后工程应力-工程应变曲线
Fig.6Engineering stress-strain curve of squeeze casting component before and after T6
图7给出了在T6热处理(固溶545℃/4 h+时效190℃/4 h)后A356挤压铸造件的微观组织形貌
由图7可见,热处理后细小的粒状共晶硅减小了对基体的割裂,从而提高了强度
热处理前普通重力铸造件组织中的气孔热处理后膨胀变大,共晶硅零散分布,且尺寸非常大,形貌呈现出块状,而热处理后挤压铸造件的共晶硅为粒状
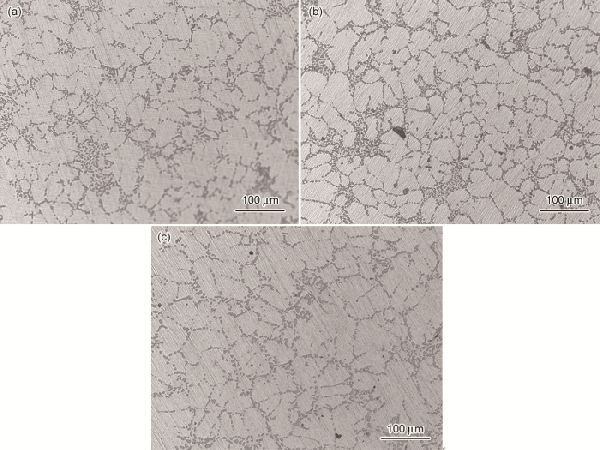
图7挤压铸造件热处理后的微观组织
Fig.7Microstructure of squeeze casting component with T6 (a) No.8 sample, (b) No.9 sample, (c) No.10 sample
3 讨论
铝锶变质剂对铝硅合金凝固的影响
一方面,铝锶变质剂使A356铸造铝合金的熔点提高
研究表明,加入0.4%的Al-10Sr变质剂使α(Al)的熔点从646℃提高到652.9℃[41]
熔点的提高使铝合金熔体的过冷度增大,临界形核半径减小和形核率的增加[42,43],因此在一定程度上细化了晶粒,如图2所示;另一方面,游离的Sr原子聚集在Si的生长界面上进孪晶分支,使其沿(100)晶向生长
而该晶向是最慢的生长方向,即Sr改变了共晶硅的生长方式,从而细化硅相[44]
但是,加入变质剂太少其效果有限[45]
此外,铝锶合金变质的孕育期较长,加入金属液内后经过20~30 min的孕育期才能发挥作用
其原因是,铝锶合金加入金属液后熔解释放的Sr4Al化合物在金属液内扩散,与Si原子形成新的化合物相Sr2Si2Al,Sr2Si2Al再向金属液释放Sr原子,此时才能起变质作用
如图8的线扫描能谱图所示,多余的Sr存在于晶界中,晶内的含量很小
过多的Sr则以Al4SrSi2的形式存在晶界中,对组织性能的危害较小,可见铝锶变质剂的过变质现象不明显
图8给出了Sr变质对共晶硅形貌的影响
如图8所示,加入Sr变质剂可使共晶硅由变质前的针状或者层片状演变成有大部分颗粒状和少部分蠕虫状的形貌
其中颗粒状共晶硅的尺寸大都小于1 μm,颗粒明显细化,有利于提高挤压铸造件的力学性能
Al-10Sr变质剂能有效细化共晶硅组织,使其由片状和长杆状细化成颗粒状和蠕虫状(图9)
这是变质剂能提高制件力学性能的主要原因,因为变质剂改善了硅相的形貌和分布

图8Al-10Sr变质剂加入量为3%制件的组织扫描能谱
Fig.8SEM image and EDS of squeeze casting component with 3% addition of Al-10Sr modifier (a) SEM image with scanning line, (b) line scanning of Sr element
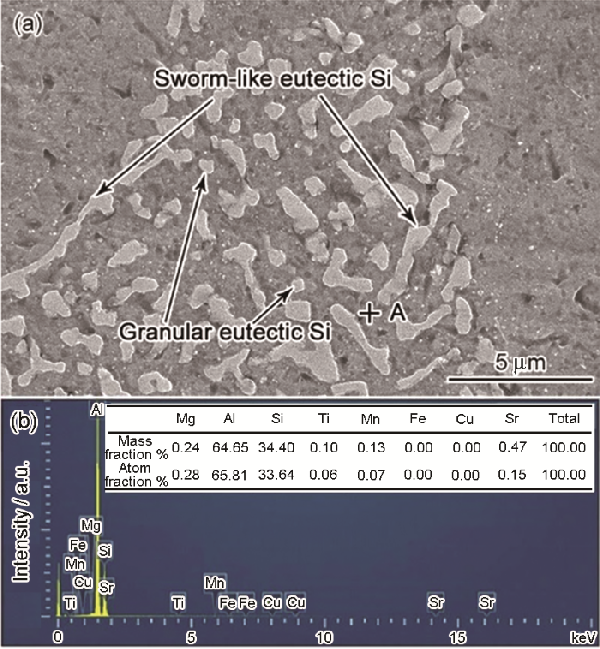
图9Al-10Sr变质剂加入量为3%制件的组织点扫描能谱
Fig.9SEM image and point scanning EDS of squeeze casting component with 3% addition of Al-10Sr modifier (a) SEM image, (b) point A scanning EDS
加入变质剂对抗拉强度没有显著的影响,但是使延伸率显著提高(图3)
加入少量的变质剂时只有部分共晶硅组织细化,所以力学性能提高的幅度小;而过量的变质剂使α-Al组织粗大(图2d、2g),降低变质的效果,并且产生较多的锶化物而降低制件的力学性能
加入质量分数为0.3%的Al-10Sr变质剂,对制件的组织和力学性能有良好作用
加入过量细化剂,使平均晶粒尺寸增大到32.9 μm(图2g)
Al-5Ti-B细化剂对挤压铸造件的细化效果不明显,其原因可能是Al-5Ti-B细化剂的主要作用是细化α-Al
TiB2、TiAl3等粒子作为异质形核核心且细化剂使α-Al相的过冷度提高,两者的共同作用提高了α-Al的形核率[46],因此也细化了晶粒(图4)
铝钛硼细化剂提高制件力学性能的机理是使晶粒细化
晶粒细化使晶界面积增大,有效阻碍位错运动
因为位错难以穿过晶界而只能在晶界前塞积,形成位错墙阻碍后续的位错运动,从而使制件的力学性能提高
晶粒数量增多、尺寸变小使晶界增多且分布更加均匀,提高了阻碍位错的能力,位错墙也增多,因此力学性能提高[47]
Al-5Ti-B细化剂的细化机理是,加入Al-5Ti-B细化剂使TiB2粒子弥散分布在金属液中而TiAl3粒子在TiB2上沉淀析出,然后Al通过包晶反应在TiAl3表面形核
TiAl3粒子容易团聚沉淀从而失去细化作用[48],因此加入过多的细化剂使细化粒子更容易团聚沉淀,其细化效果反而下降
这直接影响挤压铸造成形件的力学性能(图5)
本文T6处理的A356铝合金挤压铸造件的抗拉强度和延伸率(图6),大于A356压铸件T6处理的261.8 MPa的抗拉强度和4.98%的延伸率[49],也大于低压铸造T6状态的247.5 MPa的抗拉强度和4.72%的延伸率[50],更明显大于T6状态重力铸造的225 MPa的抗拉强度和1%的延伸率[40]
热处理能有效提高制件的强度
其原因是,T6热处理使强化相弥散地分布在基体内,使制件由位错强化转变为弥散强化
热处理前的微观组织中共晶硅形貌是片状和针状(图2a、图2c和图4b),热处理后晶粒粗化明显,共晶硅的形貌也发生显著变化
共晶硅相的尺寸明显减小,并且逐渐球化,呈现出粒状,分布较为均匀,如图7所示
T6热处理中的固溶将Mg2Si强化相溶解于α-Al基体形成过饱和固溶体,再通过时效重新析出
而共晶硅在热处理时不会溶解于基体内再析出,而是聚集球化
共晶硅在热处理时经历熔断和粒化两个阶段,熔断发生在共晶硅分枝、凹陷这些畸变能较高的部位,粒化就是共晶硅逐渐圆钝化,对于重力铸造组织该过程比较长
固溶温度较高时共晶硅中的Al溶解,使共晶硅变成β-Si [51,52]
热处理使Mg2Si强化相均匀地分布在基体内,使制件的强化机制由热处理前的位错强化变成弥散强化,从而使性能显著提高
图10给出了热处理后成形件的拉伸试样的断口
加入0.3%的Al-10Sr变质剂的挤压铸造成形件经过T6热处理后,断口显示出明显的韧窝形貌,是韧性断裂的特征
但是从放大的SEM照片清晰可见,在断口中有显微裂纹
这佐证了,该成形件虽然强度较高,但是延伸率不是特别高(图6中蓝色曲线所示)
与图10a相比,加入0.6%的Al-5Ti-B细化剂的挤压铸造件经T6热处理后,其断口形貌呈现椭圆形韧窝形貌
其放大的SEM图片显示,显微裂纹较少,表明其延伸率较高(图6中的红色曲线)
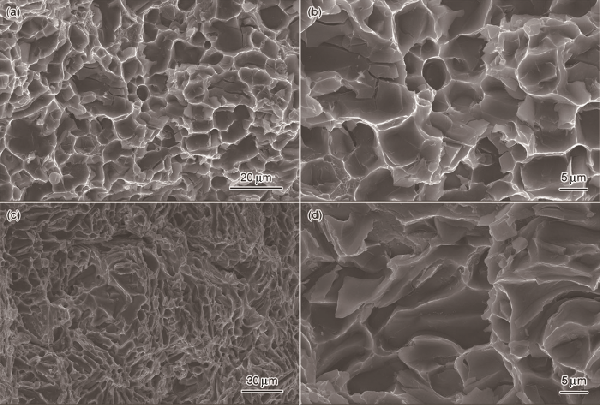
图10挤压铸造成形件热处理后断口的形貌
Fig.10Fracture morphology of squeeze casting component (a) low-resolution sample 9, (b) high-resolution sample 9, (c) low-resolution sample 10, (d) high-resolution sample 10
图11给出了热处理后制件第二相的透射形貌面扫描能谱图
图11a中白色条状物,就是热处理后的第二相
图11b到f分别给出了Al、Si、Mn、Mg、Fe元素的分布图
可以看到,在第二相上Si元素的含量提高而Al元素则较少,Fe、Mn、Mg元素没有明显的变化,说明第二相的主要元素是Si
A356铸造铝合金时效经历四个阶段: 由固溶后的过饱和固溶体α-Al相转变为G.P区,G.P区为强化相析出的异质形核,是溶解元素的富集区
β″、 β′和β分别是在G.P区析出的强化相,其中针状β″相是主要析出相,对力学性能的强化效果最好;杆状β′相是过时效时析出的亚稳相,其强化效果略差;盘状β相是平衡相,使强化效果减弱
图12a给出了强化相的透射形貌,可见析出的强化相其尺寸只有5 nm左右
图12b给出了强化相的选区电子衍射斑点,可见排列整齐的十字花样
对该花样斑点进行标定,晶面距离为0.1348 nm,其晶带轴为[0 0 1],确定该强化相为Mg2Si
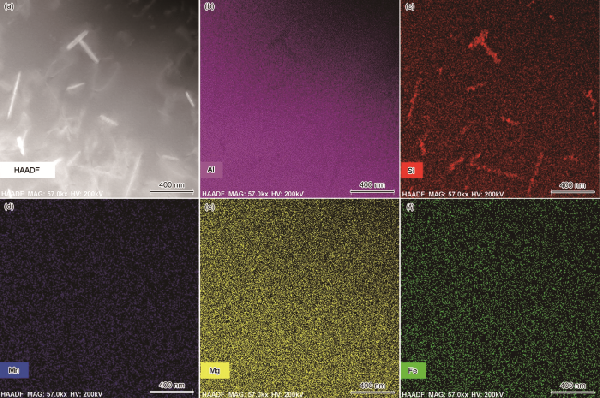
图11热处理后制件晶界的透射电镜形貌
Fig.11TEM image (a) and EDS mapping images (b) Al, (c) Si, (d) Mn, (e) Mg, (f) Fe

图12强化相透射电镜形貌和选区电子衍射斑点
Fig.12TEM image and selected area electron diffraction (SAED) (a) TEM dark field image, (b) SAED
4 结论
(1) Al-10Sr变质剂对挤压铸造件的共晶Si的形貌、α(Al)的尺寸和力学性能有明显的影响
当Al-10Sr变质剂加入量分别为0.1%、0.3%和3%时,共晶Si的形貌由片状和长杆状变为颗粒状和蠕虫状,α-Al的晶粒尺寸先减少后增大
Al-10Sr变质剂的加入量为0.3%时铸造件最佳的抗拉强度、屈服强度和延伸率分别为221.3 MPa、104.5 MPa和10.3%,比未加入变质剂分别提高了5.9%、1.5%和20.4%
其主要原因是: Al-10Sr变质剂使铝合金的熔点、增大熔体的过冷和形核率提高,使α-Al的晶粒细化;Al-10Sr变质剂还使Si的生长方向改变,影响了共晶硅的形貌
(2) 加入0.1%、0.6%和3%的Al-5Ti-B细化剂时,铸造件的晶粒平均直径分别为32. 9 μm、31.6 μm和51.7 μm
当加入0.6%的Al-5Ti-B细化剂时,铸造件的晶粒尺寸比于未加细化剂时减小了2.3%和6.2%
随着Al-5Ti-B细化剂加入量的增加,挤压铸造成形件的力学性能先增加后降低
加入量为0.6%时最优的抗拉强度、屈服强度和延伸率分别为215.6 MPa、106.6 MPa和9.0%,比未加入变质剂分别提高了3.3%、3.6%和5.1%
Al-5Ti-B细化剂对力学性能的影响,是通过对α-Al晶粒尺寸的影响实现的
但是,加入过量的细化剂使α-Al的晶粒尺寸的增加和力学性能的下降,这与TiAl3粒子的析出和团聚沉淀有关
(3) 经过T6热处理(固溶540℃/4 h+时效190℃/4 h)、未变质细化和已变质细化的A356挤压铸造件,其强度显著提高、延伸率稍有降低
用Al-5Ti-B细化处理的挤压铸造件热处理后其力学性能为: 屈服强度为239.3 MPa,抗拉强度为297.5 MPa,延伸率为8.0%
共晶硅的球化和细化、构件成分均匀化以及Mg2Si强化相在基体中弥散析出,是T6热处理使挤压铸造成形件力学性能提高的主要原因
参考文献
View Option 原文顺序文献年度倒序文中引用次数倒序被引期刊影响因子
[1]
Qi P X. Squeeze Casting [M].
Beijing:
National Defense Industry Press, 1984: 1
[本文引用: 1]
齐丕骧. 挤压铸造 [M].
北京:
国防工业出版社, 1984: 1
[本文引用: 1]
[2]
Luo S J, Jiang J F, Chen Q, et al. Forming Theory and Technology of Metal in Solid-liquid State [M].
Beijing:
Science Press, 2013: 407
罗守靖, 姜巨福, 陈强等. 金属材料固-液成形理论与技术 [M].
北京:
科学出版社, 2013: 407
[3]
Qi P X.
Squeeze casting technology geared to the 21st Century
[J]. Spec. Cast. Nonferrous Alloy, 1998, 4: 32
[本文引用: 1]
齐丕骧.
面向21世纪的挤压铸造技术
[J]. 特种铸造及有色合金, 1988, 4: 32
[本文引用: 1]
[4]
Luo J X.
Research status and prospect of squeeze casting technology in china
[J]. Journal of Dalian JiaoTong University, 2016, 37(5): 30
[本文引用: 1]
罗继相.
我国挤压铸造技术研究现状及展望
[J]. 大连交通大学学报, 2016, 37(5): 30
[本文引用: 1]
[5]
Qi P X.
Present status and future of squeezing casting machine at home
[J]. Spec. Cast. Nonferrous Alloy, 2010, 30 (4): 305
齐丕骧.
我国挤压铸造机的现状与发展
[J]. 特种铸造及有色合金, 2010, 30(4): 305
[6]
Yu T M, Chadwick G A.
Squeeze casting of light alloys and their composites
[J]. J. Mater. Process. Tech. 1996, 58: 302
[7]
Luo S J, Chen B G, Qi P X. Liquid Die Forging and Squeeze Casting [M].
Beijing:
Chemical Industry Press, 2007: 301
[本文引用: 1]
罗守靖, 陈炳光, 齐丕骧. 液态模锻与挤压铸造技术 [M].
北京:
化学工业出版社, 2007: 301-343
[本文引用: 1]
[8]
Ghomashchi M R, Vikhrov A.
Squeeze casting: an overview
[J]. J. Mater. Process. Tech., 2000, 101: 1
[本文引用: 1]
[9]
Luo S J, He S Y, Wang E D, et al. Liquid Die Forging of Steel [M].
Harbin:
Harbin Institute of Technology Press, 1990: 5
[本文引用: 1]
罗守靖, 何绍元, 王尔德等. 钢质液态模锻 [M].
哈尔滨:
哈尔滨工业大学出版社, 1990: 5
[本文引用: 1]
[10]
Rajagopal S.
Squeeze casting: A review and update
[J]. J. Appl. Metalworking, 1981, 1(4): 3
[本文引用: 1]
[11]
Lynch R F, Ohio T.
Squeeze casting apparatus and method
[P]. U S Pat,
602687, 1975
[本文引用: 1]
[12]
Britnell D J, Neailey K.
Macrosegregation in thin walled castings produced via the direct squeeze casting process
[J]. J. Mater. Process. Technol., 2003, 138: 306
[本文引用: 1]
[13]
Yamaguchi T U, Uchida M.
Vertical die casting
[P]. U S Pat,
765505, 1977
[本文引用: 1]
[14]
Luo S J, Jiang J F, Wang Y, et al.
Mechanics and forming theory of liquid metal forging
[J]. Trans. Nonferrous Met. Soc., 2003, 13(2): 369
[本文引用: 1]
[15]
Jiang J F, Wang Y, Chen G, et al.
Comparison of mechanical properties and microstructure of AZ91D alloy motorcycle wheels formed by die casting and double control forming
[J]. Mater. Des.2012, 40: 541
[16]
Zhang P, Luo J X, SHEN A D, et al.
Microstructure and mechanical properties of squeeze casting A356.2 spring seat
[J]. Spec. Cast. Nonferrous Alloy, 2015, 35(5): 504
张鹏, 罗继相, 沈艾迪等.
A356.2铝合金螺簧座挤压铸造工艺的研究
[J]. 特种铸造及有色合金, 2015, 35(5): 504
[17]
Xing S M, Dong Q, Qiu B, et al.
Progress and prospect in squeezing casting iron-steel and its compound materials parts
[J]. Spec. Cast. Nonferrous Alloy, 2017, 37(1): 38
[本文引用: 1]
邢书明, 董琦, 邱博等.
挤压铸造钢铁及其复合材料零件进展与展望
[J]. 特种铸造及有色合金, 2017, 37(1): 38
[本文引用: 1]
[18]
Gallerneault M, Durrant G, Cantor B.
The squeeze casting of hypoeutectic binary Al-Cu
[J]. Metall. Mater. Trans. A, 1996, 27: 4121
[本文引用: 1]
[19]
Iwamoto N, Tsuboi H, Kaneko T.
Method of and system for operating squeeze plunger in die cast machine
[P]. U S Pat,
301153, 1989
[本文引用: 1]
[20]
Rosso M, Peter I, Bivol C, et al.
Development of industrial components by advanced squeeze casting
[J]. Int. J. Mater. Form., 2010, 3(): 787
[本文引用: 1]
[21]
Hong C P, Shen H F, Lee S M.
Prevention of macrodefects in squeeze casting of an Al-7Wt Pct Si alloy
[J]. Metall. Mater. Trans. B.2000, 31B: 297
[本文引用: 1]
[22]
Jin C K, Kang C G.
A Comparative study on the formability of aluminum bipolar plate with channels using indirect squeeze casting and stamping
[J]. Int. J.
Prec
Eng. Manufac. 2015, 16(7): 1233
[本文引用: 1]
[23]
Zhang G A, Wu S Y, Li Y S, et al.
Liquid die forging of aluminum alloy wheel of car
[J]. Forg. Stamp. Technol., 1999, 24(3): 33
张广安, 吴树迎, 李玉书, 李义.
轿车铝合金轮毂的液态模锻
[J].锻压技术, 1999, 24(3): 33
[24]
Ma C J, Chen J X, Ge S J, et al.
Microstructure and mechanical properties of squeezing casting aluminum alloy wheel
[J]. Spec. Cast. Nonferrous Alloy, 2014, 34(10): 1063
[本文引用: 1]
马春江, 陈玖新, 葛素静, 计国富, 邢书明.
挤压铸造重载汽车用铝合金车轮的组织及性能
[J]. 特种铸造及有色合金, 2014, 34(10): 1063
[本文引用: 1]
[25]
Tand Q B, Jiang J F, Wang Y.
Comparison of mechanical properties of connecting rod of ADC12 aluminum alloy formed by two processes
[J]. Hot Work Techn. 2010, 39(19): 107
[本文引用: 2]
唐全波, 姜巨福, 王迎.
两种工艺成形的ADCl2铝合金连杆的力学性能对比
[J]. 热加工工艺, 2010, 39(19): 107
[本文引用: 2]
[26]
Qu H C.
Liquid die forging of aluminum alloy connecting rod of air condition compressor
[J]. Die Industry, 2001, 2: 43
屈华昌.
空调压缩机铝合金连杆的液态模锻
[J]. 模具工业, 2001, 2: 43
[27]
Hu M L, Zhao M, Ji Z S, et al.
Effect of Squeezing Casting Technology on Structures and Properties of Air-conditioner Swaying Tray of Automobile
[J]. The Chin. J. Nonferrous Metal, 2006, 16(3): 400
[本文引用: 1]
胡茂良, 赵密, 吉泽升.
挤压铸造工艺对汽车空调器摇盘组织和性能的影响
[J]. 中国
有色金属学报, 2006, 16(3): 400
[本文引用: 1]
[28]
Ren J C, Heng L Q, Wang Z Z, et al.
Development of squeeze casting aluminum alloy automobile steering knuckle
[J]. Spec. Cast. Nonferrous Alloy, 2017, 37(7): 735
[本文引用: 1]
任俊成, 衡俐琼, 王泽忠.
挤压铸造铝合金转向节开发
[J]. 特种铸造及有色合金, 2017, 37(7): 735
[本文引用: 1]
[29]
Wang S Z, Ji Z S, Sugiyama S, et al.
Segregation behavior of ADC12 alloy differential support formed by near-liquidus squeeze casting
[J]. Mater. Des., 2015, 65: 591
[30]
Sun J, Xu S X, Tang J.
Development of squeeze casting technology for manufacturing aluminum alloy subframe for automobile
[J]. Foundry, 2015, 64(1): 17
孙珏, 许善新, 汤杰.
汽车铝合金副车架挤压铸造工艺设计和产品开发
[J]. 2015, 164(1): 17
[31]
Yang Q, Jiang Y F, Dai Y C, et al.
Microstructure and mechanical properties of aluminum alloy sub-frame by squeeze casting process
[J]. Spec. Cast. Nonferrous Alloy, 2016, 36(4): 376
杨青, 姜银方, 戴亚春.
挤压铸造铝合金副车架的显微组织与力学性能
[J]. 特种铸造及有色合金, 2016, 36(4): 376
[32]
Li Y F, Yu Z L, Shi F, et al.
Effects of squeeze casting process on microstructure and properties of automobile control arm
[J]. Spec. Cast. Nonferrous Alloy, 2018, 38(8): 864
[本文引用: 1]
李宇飞, 余振龙, 石飞.
挤压铸造工艺对汽车控制臂铸件组织及性能的影响
[J]. 特种铸造及有色合金, 2018, 38(8): 864
[本文引用: 1]
[33]
Wang C S, Li H W, Chen L H, et al.
Research on liquid-state forging of new and high strength-toughness aluminum alloy
[J]. New Techn. New Process, 2013, 7: 88
[本文引用: 1]
王长顺, 李宏伟, 陈利华.
特种车辆新型高强韧铝合金负重轮液态模锻工艺成型研究
[J]. 新技术新工艺, 2013, 7: 88
[本文引用: 1]
[34]
Miao L L, Wang C S, Zhang X, et al.
Research and development trend of liquid forging compound forming technology
[J]. Foundry Technol., 2015, 36(4): 989
[本文引用: 1]
苗莉莉, 王长顺, 张新.
液态模锻复合成形技术研究进展和发展趋势
[J]. 铸造技术, 2015, 36(4): 989
[本文引用: 1]
[35]
Fan C H, Chen Y F, Chen H, et al.
Effects of pressure and dual refiner on microstructure of the squeeze casting hollow Al-Zn-Mg-Cu alloy drive shaft
[J]. Spe. Cast. Nonferrous Alloy, 2012, 32(7): 633
[本文引用: 1]
范才河, 陈艺锋, 陈辉.
比压和双细化剂对挤压铸造Al-Zn-Mg-Cu合金组织的影响
[J]. 特种铸造及有色合金, 2012, 32(7): 633
[本文引用: 1]
[36]
Li H B, Liu H L, Li T S, et al.
Influence of modificator on mechanical properties of liquid forging aluminum alloy
[J]. J. Jiamusi Univer. (Natural Science Edition), 2009, 27(3): 405
李洪波, 刘洪丽, 李天生.
变质剂对液态模锻铝合金力学性能的影响
[J]. 佳木斯大学学报(自然科学版), 2009, 27(3): 405
[37]
Li T S, Xu H, Li H B, et al.
Influence of different modifications on structure and properties of liquid state forging Al-Zn-Mg alloy
[J]. Hot Work. Techn. 2008, 37(23): 22
[本文引用: 1]
李天生, 徐慧, 李洪波.
不同变质剂对液态模锻Al-Zn-Mg-合金组织和性能的影响
[J]. 热加工工艺, 2008, 37(23): 22
[本文引用: 1]
[38]
Wang J, Hou L Q, Qi Z W, et al.
Heat treatment of squeezing casting 2A50 wrought aluminum alloy
[J]. Spec. Cast. Nonferrous Alloy, 2010, 30(4): 339
[本文引用: 1]
王健, 侯立群, 齐志望.
挤压铸造2A50铝合金的热处理工艺
[J]. 特种铸造及有色合金, 2010, 30(4): 339
[本文引用: 1]
[39]
Li L.
Study on squeeze casting processing and heat treatment of 6061 aluminum alloy bracket
[D].
Harbin:
Harbin University of Science and Technology, 2019
[本文引用: 1]
李鲁.
6061铝合金支架挤压铸造及热处理工艺研究
[D].
哈尔滨:
哈尔滨理工大学, 2019
[本文引用: 1]
[40]
Standarization Administration of China. Heat treatment of cast aluminum alloys [S]. The State Standard of the People's Republic of China. , 2010
[本文引用: 2]
中国国家标准化委员会. 铸造铝合金热处理 [S]. 中华人民共和国国家标准. , 2010
[本文引用: 2]
[41]
Jiang F, Suo Z Y, Wang D Y, et al.
Effect of different Sr contents on microstructure and mechanical properties of A356 alloy
[J]. Foundry, 2018, 67(11): 1012.
[本文引用: 1]
姜峰, 索忠源, 王德禹等.
不同Sr含量变质对A356合金组织及力学性能的影响
[J]. 铸造, 2018, 67(11): 1012
[本文引用: 1]
[42]
Sosenushkin E N, Frantsuzova L S, Kozlova E M.
Effect if pressure and temperature factors on the solidification of cast iron and its structure in liquid forge
[J]. Metal Sci. Heat Treat. 2015, 57(5): 309
[本文引用: 1]
[43]
Batyshev K A.
Casting of aluminum alloys with pressure crystallization. Part 1
[J]. Metal Sci. Heat Treat., 2012, 53(9): 463
[本文引用: 1]
[44]
Cui Y, Fan X Y, Wang Z F, et al.
Modification effect of Al-10Sr master alloy on A356 alloy
[J]. Hot Working Techn., 2010, 39(19): 24
[本文引用: 1]
崔勇, 范学义, 王志峰.
Al-10Sr对A356合金变质效果的研究
[J]. 热加工工艺, 2010, 39(19): 24
[本文引用: 1]
[45]
Samuel A M, Doty H W, Valtierra S, et al.
Effect of grain refining and Sr-modification interactions on the impact toughness of Al-Si-Mg cast alloys
[J]. Mater. Des., 2014, 56: 264
[本文引用: 1]
[46]
Rao A A, Murty B S, Chakraborty M.
Role of zirconium and impurities in grain refinement of aluminiumwith AI-Ti-B
[J]. Mater. Sci. Techn., 1997, 13(9): 769
[本文引用: 1]
[47]
Qin X X, Yang Y Y, Feng S K, et al.
The effect of Al-5Ti-B refiner microstructure of A356 alloy
[J]. Mater. Res. Appl., 2017, 11(1): 9
[本文引用: 1]
秦晓雄, 杨运宇, 冯绍凯.
Al-5Ti-B细化剂对A356合金微观组织的影响
[J]. 材料研究与应用, 2017, 11(1): 9
[本文引用: 1]
[48]
Ren J, Tao Q G, Ma Y.
Development and situation of refinement mechanism and grain refinement of Al-Ti-B alloy
[J]. Foundry Technol., 2007, (1): 69
[本文引用: 1]
任峻, 陶钦贵, 马颖.
Al-Ti-B合金晶粒细化剂及细化机理的发展与现状
[J]. 铸造技术, 2007, (1): 69
[本文引用: 1]
[49]
Bai Y F.
Research on microstructure and property of slow shot die aluminum alloy casting
[D].
Guangzhou:
South China University of Technology, 2010
[本文引用: 1]
白砚飞.
慢压射铝合金压铸件组织与性能的研究
[D].
广州:
华南理工大学, 2010
[本文引用: 1]
[50]
Tong S K, Shang S Z, Sun X Y, et al.
Properties of A356.2 aluminum alloy wheel spokes
[J]. Spec. Cast. Nonferrous Alloy, 2012, 32(11): 1030
[本文引用: 1]
童胜坤, 尚淑珍, 孙秀云等.
低压铸造A356.2铝合金轮毂轮辐的性能
[J]. 特种铸造及有色合金, 2012, 32(11): 1030
[本文引用: 1]
[51]
Peng J H,Tang X L.
Effect of heat treatment on microstructure and tensile properties of A356 alloys
[J]. Trans. Nonferrous Met. Soc. China, 2011, 21(9): 1950
[本文引用: 1]
[52]
Liu B Y, Sun Y.
Effect of heat treatment on microstructure and performance of aluminum silicon casting alloy
[J]. Autom. Technol., 2004, 4: 34
[本文引用: 1]
柳秉毅, 孙瑜.
热处理对铝硅铸造合金组织与性能的影响
[J]. 汽车技术, 2004, 4: 34
[本文引用: 1]
1
1984
声明:
“变质细化和热处理对挤压铸造成形A356铝合金构件性能的影响” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 422
编辑:中冶有色技术网
来源:姜巨福,王迎,肖冠菲,邓腾,刘英泽,张颖
422
编辑:中冶有色技术网
来源:姜巨福,王迎,肖冠菲,邓腾,刘英泽,张颖
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0








































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




