权利要求书: 1.一种轧机轴承零件渗碳热处理工艺,其特征是:将轧机轴承零件以渗碳深度从外至内依次划分为表层、次表层、芯层;依据表层、次表层、芯层深度及含碳量要求,渗碳工艺分为升温期、强化期、可靠期、增寿期、保护期;其中升温期碳势设置为0.6%,强化期、可靠期、增寿期、保护期碳势设置均维持在1.0%以上,且依次逐期升高,且最高碳势不高于1.25%。
2.根据权利要求2所述轧机轴承零件渗碳热处理工艺,其特征是:升温期、强化期、可靠期、增寿期、保护期,其各周期工艺参数分别为:升温期:压力0.3MPa,温度930~940℃,碳势0.6%,升温期温度从760℃升温至930~940℃,时间4小时;
强化期:压力0.3MPa,温度930~940℃,碳势1.0~1.05%,时间29~60小时;
可靠期:压力0.3MPa,温度930~940℃,碳势1.05~1.1%,时间9~30小时;
增寿期:压力0.3MPa,温度930~940℃,碳势1.15~1.2%,时间9~30小时;
保护期:压力0.3MPa,温度860~870℃,碳势1.25%,保护期温度从930℃降温至860~
870℃,时间3~4小时。
3.根据权利要求3所述一种轧机轴承零件渗碳热处理工艺,其特征是:轧机轴承零件渗碳处理过程中,保护性气体为氮气。
4.根据权利要求4所述一种轧机轴承零件渗碳热处理工艺,其特征是:轧机轴承零件渗碳处理完成后,须顺序进行第一次淬火、扩散退火、第二次淬火、回火热处理。
5.根据权利要求5所述一种轧机轴承零件渗碳热处理工艺,其特征是:轧机轴承零件渗碳在保护期温度降至860~870℃时,进行第一次淬火;第一次淬火工艺条件为:淬火前温度
860~870℃,入淬火油冷却至与油温相同;淬火油温为60~90℃。
6.根据权利要求6所述一种轧机轴承零件渗碳热处理工艺,其特征是:扩散退火工艺条件为:从室温升至620℃保温12小时;再升温至650℃保温12小时;随炉冷却至580℃出炉,冷却至室温。
7.根据权利要求7所述一种轧机轴承零件渗碳热处理工艺,其特征是:第二次淬火工艺条件为:从室温升到790~810℃保温12小时,入淬火油冷却至与油温相同;淬火油温为60~
90℃。
8.根据权利要求8所述一种轧机轴承零件渗碳热处理工艺,其特征是:回火处理工艺条件为:从室温升至160~220℃保温4~12小时,出炉自然冷却至室温。
说明书: 一种轧机轴承零件渗碳热处理工艺技术领域[0001] 本发明涉及轴承零件渗碳热处理技术领域,具体涉及一种轧机轴承零件渗碳热处理工艺。背景技术[0002] 现有通用轴承零件的渗碳深度及渗碳热处理工艺,是按照《滚动轴承零件渗碳热处理技术条件》(JBT888?2011)进行设计,其渗碳层深度是根据轴承零件(轴承内圈、轴承外圈)的有效壁厚或(轴承滚子)有效直径来确定,需满足一般工况使用条件P/Cr<30%的要求(其中P为实际当量载荷,Cr为设计额定动载荷);随着国民经济的不断发展,金属轧制生产效率大幅提升,高端板带轧机轴承的使用工况已达P/Cr≥40%,因此根据现有《滚动轴承零件渗碳热处理技术条件》来计算轧机轴承零件的渗碳层深度,已远远不能适应市场对高可靠长寿命轧机轴承的要求,成为制约国内轧机轴承行业进一步向高端发展的瓶颈;目前国内高端压延产品生产配置的轧机轴承,主要还是配置国际知名品牌,如瑞典的SKF、德国的FAG、美国的TMKEN、日本的NSK等,进口数量巨大,且价格为国内同类型轧机轴承的4?5倍,因此发展国产替代进口是国内轧机轴承生产企业的当务之急。[0003] 但国内目前在轧机轴承零件渗碳热处理工艺上,大深度渗碳工艺方面尤其薄弱,对渗碳深度及相应的含碳量无法进行有效控制,因此如何突破轧机轴承大深度渗碳热处理工艺的瓶颈,对国内轧机轴承行业是一个亟待解决的技术难题。发明内容[0004] 为了克服背景技术中的不足,本发明公开了一种轧机轴承零件渗碳热处理工艺;将轧机轴承零件以渗碳深度从外至内依次划分为表层、次表层、芯层,依据表层、次表层、芯层深度及含碳量要求,渗碳工艺分为升温期、强化期、可靠期、增寿期、保护期;其中升温期碳势设置为0.6%,强化期、可靠期、增寿期、保护期碳势设置均维持在1.0%以上,且依次逐期升高,且最高碳势不高于1.25%;渗碳过程中通过调整强化期、可靠期、增寿期的碳势,在保证轧机轴承表层不形成粗大碳化物组织的同时,确保轧机轴承零件有足够的渗碳深度及相应的含碳量。
[0005] 为了实现所述发明目的,本发明采用如下技术方案:一种轧机轴承零件渗碳热处理工艺,将轧机轴承零件以渗碳深度从外至内依次划分为表层、次表层、芯层;依据表层、次表层、芯层深度及含碳量要求,渗碳工艺分为升温期、强化期、可靠期、增寿期、保护期;其中升温期碳势设置为0.6%,强化期、可靠期、增寿期、保护期碳势设置均维持在1.0%以上,且依次逐期升高,且最高碳势不高于1.25%;本专利申请的轧机轴承零件渗碳热处理工艺,与现有渗碳工艺相比,以强化期、可靠期、增寿期取代了现有渗碳工艺的强渗期、扩散期;其中强化期参数针对芯层深度及含碳量要求设定,其中可靠期参数针对次表层深度及含碳量要求设定,其中增寿期参数针对表层深度及含碳量要求设定,从而实现对轧机轴承零件渗碳深度及含碳量的准确控制;在本专利申请中,之所以将轧机轴承零件渗碳深度分为三层,是通过对以往客诉轧机轴承失效形式统计及原因分析得到的结果;以往客诉轧机轴承失效分析结果为:表面(深度0~0.5mm)摩擦剥落失效约占30%,次表层(深度0.5~3mm)冲击微裂纹源剥落失效约占50%,芯层(深度2.5mm以上)过载穿晶断裂失效约占20%;根据上述轧机轴承零件失效形式统计及原因分析结果可知,如果要保证轧机轴承的可靠性和使用寿命,要同时控制渗碳热处理后表层、次表层及芯层的深度和含碳量,保证表层有足够的耐磨寿命,次表层有足够的抗屈服强度、耐冲击强度,芯层有足够的韧性,因此将轧机轴承零件渗碳深度划分为三层;
根据轴承滚动接触失效机理,轧机轴承零件渗碳热处理后,对表层、次表层及芯层的含碳量、金相组织、硬度有如下要求:
表层:含碳量为0.95%~1.15%,一次淬火加扩散退火后形成过共析组织,二次淬火后形成隐晶、细结晶、细针状马氏体组织,硬度为HRC58?62,且残余奥氏体含量不大于8%;表层含碳量提高可提升耐磨损性,延迟摩擦剥落失效的发生,增加轴承寿命,因此将控制表层含碳量的渗碳周期定义为增寿期;
次表层:含碳量为0.60%~0.95%,一次淬火加扩散退火后形成过共析组织逐渐递减共析组织与亚共析组织,二次淬火后形成细结晶、细针状、板条状马氏体组织,硬度为HRC57~60;次表层的含碳量决定了次表层的抗屈服强度和耐冲击强度,控制其含碳量可降低次表层冲击微裂纹源剥落失效的概率,提升轴承使用可靠度,因此将此渗碳周期定义为可靠期;
芯层:含碳量为0.4%~0.65%,一次淬火加扩散退火后形成亚共析组织,二次淬火后形成板条针状马氏体与下贝氏体组织,硬度为HRC52?58;芯层的含碳量决定着渗碳层基底组织的强度和韧性,控制其含碳量可提高芯层对次表层的支撑,降低次表层冲击微裂纹源剥落失效概率,同时间接延迟表层摩擦剥落失效的发生和降低芯层过载穿晶断裂失效概率,因此将此渗碳时期定义为强化期;
在本发明的轧机轴承零件渗碳热处理工艺中,强化期、可靠期、增寿期的工艺参数重点在于调整碳势和渗碳时间,以确保表层、次表层、芯层材料的含碳量及渗碳热处理后的金相组织要求,保证轧机轴承零件渗碳热处理后的机械性能满足实际使用工况;强化期、可靠期、增寿期的碳势和渗碳时间的确定,则根据表层、次表层、芯层的深度和渗碳处理后的含碳量计算确定,其计算公式由实际实验数据经拟合得到。
[0006] 进一步的,升温期、强化期、可靠期、增寿期、保护期,其各周期工艺参数分别为:升温期:压力0.3MPa,温度930~940℃,碳势0.6%,升温期温度从760℃升温至930~940℃,时间4小时;升温期碳势相较现有渗碳工艺的升温期碳势高出0.2%,目的是缩短整个渗碳周期,降低能耗;
强化期:压力0.3MPa,温度930~940℃,碳势1.0~1.05%,时间29~60小时;强化期碳势相较现有渗碳工艺的强渗期碳势降低了0.15%~0.2%,强化期碳势的降低保证了最大渗碳深度(芯层深度)和含碳量的同时,避免了长时间高碳势渗碳所带来的渗碳通道堵塞问题;
可靠期:压力0.3MPa,温度930~940℃,碳势1.05~1.1%,时间9~30小时;可靠期相较强化期碳势增加了0.05%~0.1%,但相较现有渗碳工艺的强渗期则降低了0.1%~
0.15%,其作用在于避免在表层中形成粗大碳化物的同时,保证次表层含碳量,确保次表层含碳量分布均匀、组织细化均匀,保证次表层抗屈服强度和耐冲击强度,提升抗冲击能力,提升轧机轴承使用可靠度;
增寿期:压力0.3MPa,温度930~940℃,碳势1.15~1.2%,时间9~30小时;增寿期相较可靠期碳势增加了0.05%~0.15%,在该周期中虽然碳势更高,但因其是在强化期、可靠期渗碳的基础上继续渗碳,因此该周期在较高碳势的维持时间相较现有渗碳工艺强渗期的时间短,因此表层碳化物不会聚集长大,另外可通过控制增寿期的时间,准确控制表层的含碳量,经后续二次淬火后形成形成隐晶、细结晶、细针状马氏体组织及可控的残余奥氏体组织,从而保证轧机轴承零件表层抗摩擦剥落失效能力,延长使用寿命;
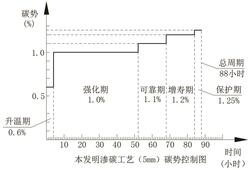
上述强化期、可靠期、增寿期对应了现有渗碳工艺的强渗期、扩散期,两者相比,其最大区别在于强化期、可靠期、增寿期的碳势均维持在1.0%以上,且依次逐期升高,具体参见说明书附图2的本发明轧机轴承渗碳热处理工艺参数示例表,和说明书附图4的本发明轧机轴承渗碳热处理工艺(5.0mm)碳势控制图;而现有渗碳工艺仅在强渗期基本维持一个恒定的高碳势(通常为1.2%),在扩散期则将碳势降低为1.05%(保护渗碳零件表层避免在扩散期失碳),具体参见说明书附图1的现有轧机轴承渗碳热处理工艺参数示例表,和说明书附图3的现有轧机轴承渗碳热处理工艺(5.0mm)碳势控制图;
上述渗碳工艺参数区别的根本原因在于两者对渗碳过程的指导思想完全不同;现有渗碳理论认为,渗碳的快慢和渗碳层最终含碳量高低是由渗碳过程的碳势决定的,提高渗碳过程的碳势有利于加快渗碳速度、同时提高渗碳层最终的含碳量;但渗碳过程中碳势过高又会导致表层生成粗大的碳化物、同时会在零件表面形成积碳阻塞渗碳通道,因此现有渗碳工艺设计思路为:在强渗期设置尽可能高的碳势,通过强渗期在零件表层及浅表层尽可能积累较高的含碳量,同时又不至生成粗大碳化物,然后通过扩散期将表层、浅表层的碳扩散至零件的芯层;此种渗碳工艺所带来的问题是,渗碳处理后最终表层、次表层、芯层的含碳量完全是由强渗期在零件表层及浅表层积累的碳的总量决定的,在零件表层及浅表层积累的碳总量一定的情况下,渗碳深度增大时,则会导致零件表层、次表层及芯层含碳量不足;如果提高表层及浅表层在强渗期积累的碳总量,则因碳势过高零件表层及浅表层会生成粗大碳化物,因此现有渗碳工艺使渗碳深度和表层、次表层、芯层含碳量的同时提高成为一个无法调和的矛盾,这也是《滚动轴承零件渗碳热处理技术条件》(JBT888?2011)将渗碳处理后表层含碳量标准定义在0.8%(次表层含碳量低于实测的国外轧机轴承零件表层的含碳量)的原因,同时也就造成了现有渗碳工艺处理后的轧机轴承零件其渗碳层无法契合实际使用工况的问题;
本发明的轧机轴承零件渗碳热处理工艺的指导思想为:渗碳过程不应过度关注速度,而首先应重点保证渗碳深度和相应深度的含碳量,以保证渗碳热处理后的轧机轴承零件充分满足实际使用工况的需求,因此渗碳工艺设计时应考虑主动控制表层、次表层、芯层的含碳量和相应深度;为此针对芯层、次表层、表层相应设置了强化期、可靠期、增寿期,同时为避免在渗碳过程中因碳势过高出现生成粗大碳化物和阻塞渗碳通道问题,在强化期、可靠期、增寿期的碳势设置低于现有渗碳工艺的强渗期,且采用了碳势依次逐周期升高的设计;
在本发明的轧机轴承零件渗碳热处理工艺设计初期,预想到的可能出现的问题为:因强化期、可靠期、增寿期的碳势设置是由低到高,其平均碳势低于现有渗碳工艺的强渗期碳势,因此整体渗碳速度会低于现有渗碳工艺的速度,导致渗碳周期延长,存在渗碳后晶粒粗大问题(此问题可通过后续两次淬火处理解决);但在实际验证过程中,却意外发现实际渗碳周期反而缩短,并没有出现渗碳后晶粒粗大问题,新的渗碳工艺不仅保证了轧机轴承零件的渗碳质量,同时也降低了渗碳成本;对此现象的解释为:现有轧机轴承零件渗碳工艺中,强渗期设置1.2%的碳势,在长时间渗碳过程中会出现零件表层积碳而阻塞渗碳通道的问题(原有渗碳理论认为1.2%的碳势长时间渗碳时不会出现阻塞渗碳通道),造成强渗期前期渗碳速度快,后期反而出现渗碳速度降低,因此在现有轧机轴承零件渗碳工艺中,强渗期的平均渗碳速度反而不高;而本发明的轧机轴承零件渗碳热处理工艺由于在强化期、可靠期、增寿期的碳势是由低到高设置的,避免了在强化期、可靠期、增寿期(渗碳时间较短)出现零件表层积碳阻塞渗碳通道的问题,因此在强化期、可靠期、增寿期的平均渗碳速度反而更高,结果使得本发明的轧机轴承零件渗碳热处理工艺的实际渗碳周期反而缩短;
保护期:压力0.3MPa,温度860~870℃,碳势1.25%,保护期温度从930℃降温至860~870℃,时间3~4小时;保护期碳势相较现有渗碳工艺的降温期碳势升高了0.2%,其目的是轧机轴承零件渗碳处理后在表面吸附形成碳原子层,使轧机轴承零件在出炉进行第一次淬火过程中,让其表面吸附的碳原子先与空气接触燃烧,避免轧机轴承零件表面暴露在空气中时发生脱碳而造成表面含碳量的降低。
[0007] 进一步的,轧机轴承零件渗碳处理过程中,保护性气体为氮气。[0008] 进一步的,轧机轴承零件渗碳处理完成后,须顺序进行第一次淬火、扩散退火、第二次淬火、回火热处理。[0009] 进一步的,轧机轴承零件渗碳在保护期温度降至860℃时,进行第一次淬火;第一次淬火工艺条件为:淬火前温度860℃,入淬火油冷却至与油温相同,第一次淬火完成;淬火油温为60~90℃。[0010] 进一步的,扩散退火工艺条件为:从室温升至620℃保温12小时;再升温至650℃保温12小时;随炉冷却至580℃出炉,冷却至室温。[0011] 进一步的,第二次淬火工艺条件为:从室温升到790~810℃保温时间按(3~5min/mm)壁厚计算,入淬火油冷却至与油温相同,第二次淬火完成;淬火油温为60~90℃。[0012] 进一步的,回火处理工艺条件为:从室温升至160~220℃保温4~12小时,出炉冷却至室温。[0013] 由于采用如上所述的技术方案,本发明具有如下有益效果:本发明公开的一种轧机轴承零件渗碳热处理工艺;将轧机轴承零件以渗碳深度从外至内依次划分为表层、次表层、芯层,依据表层、次表层、芯层深度及含碳量要求,渗碳工艺分为升温期、强化期、可靠期、增寿期、保护期;其中升温期碳势设置为0.6%,强化期、可靠期、增寿期、保护期碳势设置均维持在1.0%以上,且依次逐期升高,且最高碳势不高于1.25%;渗碳过程中通过调整强化期、可靠期、增寿期的碳势,在保证轧机轴承浅表层不形成粗大碳化物组织的同时,确保轧机轴承零件有足够的渗碳深度及相应的含碳量;本发明的轧机轴承零件渗碳热处理工艺实施后,生产的轧机轴承经实际使用验证,完全满足了高端板带轧机轴承的使用工况需求,使用寿命及可靠性已超过国际知名品牌,使国内轧机轴承质量达到国际先进水平。附图说明[0014] 图1为现有轧机轴承渗碳热处理工艺参数示例表;图2为本发明轧机轴承渗碳热处理工艺参数示例表;
图3为现有轧机轴承渗碳热处理工艺(5.0mm)碳势控制图;
图4为本发明轧机轴承渗碳热处理工艺(5.0mm)碳势控制图;
图5为现有渗碳工艺含碳量随深度变化趋势图(5.0mm);
图6为本发明渗碳工艺含碳量随深度变化趋势图(5.0mm);
图7为本发明渗碳工艺含碳量随深度变化趋势图(7.0mm);
图8为采用本发明渗碳工艺的轧机轴承实际使用状况跟踪统计表;
图9为轧机轴承零件渗碳热处理后500倍表层组织金相图;
图10为轧机轴承零件渗碳热处理后500倍次表层组织金相图;
图11为轧机轴承零件渗碳热处理后500倍芯层组织金相图。
具体实施方式[0015] 通过下面的实施例可以详细的解释本发明,公开本发明的目的旨在保护本发明范围内的一切技术改进。[0016] 一种轧机轴承零件渗碳热处理工艺,依据轧机轴承零件渗碳过程中碳势的参数设置,渗碳工艺分为升温期、强化期、可靠期、增寿期、保护期;其中升温期碳势设置为0.6%,强化期、可靠期、增寿期、保护期碳势设置均维持在1.0%以上,且依次逐期升高,且最高碳势不高于1.25%;升温期、强化期、可靠期、增寿期、保护期,其各期工艺参数分别为:
升温期:压力0.3MPa,温度930~940℃,碳势0.6%,升温期温度从760℃升温至930~940℃,时间4小时;
强化期:压力0.3MPa,温度930~940℃,碳势1.0~1.05%,时间29~60小时;
可靠期:压力0.3MPa,温度930~940℃,碳势1.05~1.1%,时间9~30小时;
增寿期:压力0.3MPa,温度930~940℃,碳势1.15~1.2%,时间9~30小时;
保护期:压力0.3MPa,温度860~870℃,碳势1.25%,保护期温度从930℃降温至860~870℃,时间3~4小时;
轧机轴承零件渗碳处理过程中,保护性气体为氮气;
轧机轴承零件渗碳处理完成后,须顺序进行第一次淬火、扩散退火、第二次淬火、回火热处理;
轧机轴承零件渗碳在保护期温度降至860℃时,进行第一次淬火;第一次淬火工艺条件为:淬火前温度860℃,入淬火油冷却至与油温相同,第一次淬火完成;淬火油温为60~
90℃;
扩散退火工艺条件为:从室温升至620℃保温12小时;再升温至650℃保温12小时;
随炉冷却至580℃出炉,冷却至室温;
第二次淬火工艺条件为:从室温升到790~810℃保温时间按(3~5min/mm)壁厚计算,入淬火油冷却至与油温相同,第二次淬火完成;淬火油温为60~90℃;
回火处理工艺条件为:从室温升至160~220℃保温4~12小时,出炉冷却至室温。
[0017] 采用本发明轧机轴承零件渗碳热处理工艺,渗碳处理深度为4.0、5.0、6.0、7.0的轧机轴承零件,其升温期、强化期、可靠期、增寿期、保护期的具体参数设置参见说明书附图2的本发明轧机轴承渗碳热处理工艺参数示例表。
[0018] 本发明轧机轴承零件渗碳热处理工艺实施后,轧机轴承零件的表层含碳量稳定控制在1.0%以上,相较现有《滚动轴承零件渗碳热处理技术条件》(JBT888?2011)定义的表层0.8%的含碳量标准有明显提高,其芯层含碳量也稳定控制在0.4%以上,且轧机轴承零件从表层、次表层至芯层,其含碳量梯度变化均匀,具体参见说明书附图5现有渗碳工艺含碳量随深度变化趋势图(5.0mm),说明书附图6本发明渗碳工艺含碳量随深度变化趋势图(5.0mm),说明书附图7本发明渗碳工艺含碳量随深度变化趋势图(7.0mm);另外本发明轧机轴承零件渗碳热处理工艺实施后,轧机轴承的可靠性及使用寿命显著提高,经实际使用验证已超过国外同类型轧机轴承,具体参见说明书附图8采用本发明渗碳工艺轧机轴承实际使用状况跟踪统计表。
[0019] 本发明未详述部分为现有技术。
声明:
“轧机轴承零件渗碳热处理工艺” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 836
编辑:中冶有色技术网
来源:洛阳汇工轴承科技有限公司
836
编辑:中冶有色技术网
来源:洛阳汇工轴承科技有限公司
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0








































































 中冶有色技术平台
中冶有色技术平台

 2024年05月31日 ~ 06月02日
2024年05月31日 ~ 06月02日 



 换一批
换一批




