
技术
▼
热搜:

摘要: 导电铝合金以其质量轻,导电性能好,成本低等优点,成为了目前导电材料领域的研究热点之一。本文制备了新型Al-0.5Zr-0.2RE-0.2B合金,讨论了热处理工艺参数对其力学性能的影响规律。研究表明:随固溶温度、固溶时间、时效温度、时效时间的增加,合金的强度都随之增加,并达到一个最大值。随后,随这些工艺参数的增加,材料性能反而降低。由此,得到了合金的最佳热处理工艺为在440℃固溶12小时,水淬后在205℃时效16小时。本文的研究为导电铝合金的应用提供了数据支持。
对11 mm厚的7055-0.1Sc-T4铝合金板材进行搅拌摩擦焊接,研究了焊后热处理对接头的组织和力学性能的影响。结果表明,热处理前接头的硬度分布呈“W”形,接头前进侧和后退侧都有一个最低硬度区,强度系数为63.0%~73.8%,拉伸断口位于后退侧最低硬度区。焊后人工时效(120℃×24 h)热处理使焊核的硬度提高,但是不改变接头最低硬度区的硬度,对拉伸性能和断裂行为的影响甚微。焊后的固溶(470℃×1.5 h+水淬)+人工时效(120℃×24 h)(T6)热处理不改变低焊速接头的晶粒组织,但是使高焊速接头焊核区底部的晶粒异常长大;T6热处理使接头各区域原有的沉淀相溶解,重新生成细小均匀的η'和η(MgZn2)沉淀相,使其硬度显著提高;T6热处理使接头沿“S”线附近出现微小的孔洞、在拉伸过程中沿“S”线开裂、其抗拉强度比焊接态大幅度提高,达到母材强度的87%,但是其塑性严重降低。
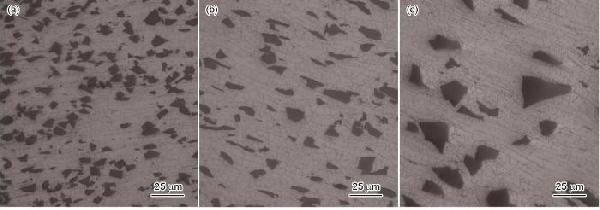
用真空热压法制备不同B4C颗粒尺寸(7 μm、14 μm、20 μm)的15%B4C/Al-6.5Zn-2.8Mg-1.7Cu复合材料,研究了增强颗粒尺寸对其微观组织和力学性能的影响。结果表明,在这三种复合材料中B4C颗粒均匀分布,B4C-Al界面反应较为轻微,未见明显的界面反应产物。三种复合材料基体中沉淀相的尺寸基本相同(约为5.5 nm)。B4C颗粒的尺寸对复合材料力学性能有较大的影响。B4C颗粒尺寸为7 μm的复合材料性能最佳,屈服强度为648 MPa,抗拉强度为713 MPa,延伸率为3.3%。随着颗粒尺寸的增大复合材料的强度和延伸率均降低。对三种复合材料的强化机制和断裂机制的分析结果表明:小尺寸B4C颗粒增强的复合材料强度较高,颗粒在变形过程中不易断裂,因此其塑性较好。
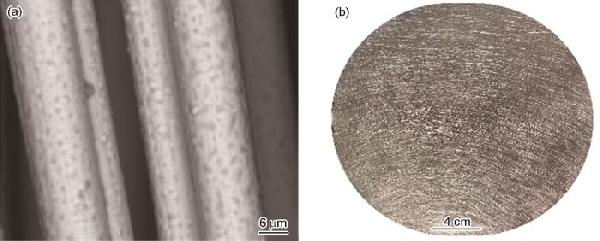
在1060系铝基体表面镀镍碳纤维作为增强体,进行真空热压扩散制备出碳纤维/铝复层材料。研究了制备工艺参数(加热温度、保温时间、压力大小)和碳纤维体积分数对碳纤维/铝复层材料的微观组织、界面结合、性能强度和断口形貌的影响。结果表明:碳纤维与铝基体界面结合良好,镀镍层与铝基体在碳纤维附近反应生成的Al3Ni阻止了铝基体与碳纤维之间生成脆性相Al4C。随着碳纤维体积分数的提高,材料的抗弯强度先提高后降低。
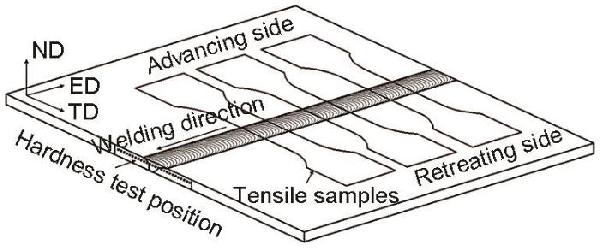
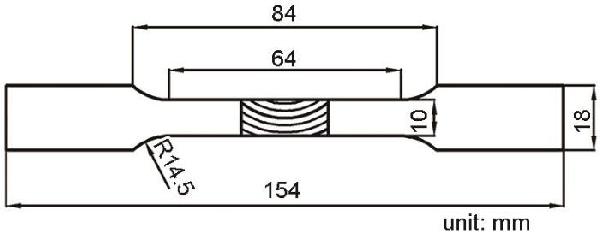
对厚度为3.5 mm的7046铝合金挤压板材进行搅拌摩擦焊接并对焊接接头进行人工时效,研究了焊后时效对接头力学性能的影响。结果表明,焊接接头时效前的硬度分布大致呈“W”形,抗拉强度为406.5 MPa,焊接系数为0.8,拉伸时在后退侧热影响区与热机影响区的过渡位置出现断裂,此处的硬度值最低,断裂面上有大量的韧窝;进行120℃×24 h时效后,接头的热影响区、热机影响区和焊核区的硬度都显著提高,母材区的硬度变化不大,硬度分布大致呈“一”形,抗拉强度大幅度提高到490 MPa,焊接系数达到0.96,拉伸时在焊核区中心断裂,断裂面有大量的沿晶裂纹。时效后接头区域的晶内GPI区转变成具有更好强化效果的η′亚稳相,使接头的硬度和强度提高;与其它区域相比,焊核区中晶界η相的分布更连续,晶界处无沉淀析出带的体积分数更大,因此容易成为拉伸时的断裂位置。



































































 黑龙江 - 哈尔滨
黑龙江 - 哈尔滨 2024年07月26日 ~ 28日
2024年07月26日 ~ 28日



