随着合金材料轻量化和绿色化的发展以及材料成形工艺的进步,
铝合金在交通运输、航空和航天等领域得到了广泛的应用[1,2] 铝合金材料热加工时成形温度范围窄、导热系数大[3],因此为了制备大型高精度工程用铝合金结构件,选择热成形工艺方式和制定工艺参数显得尤为重要
等温挤压工艺,是铝合金理想的热成形方式
为了制定热成形工艺,人们必须建立本构方程和DMM加工图
国内外学者对不同类型铝合金的本构方程和DMM加工图进行了大量研究
吴道祥等[4]进行热压缩模拟实验得到2024A铝合金在相应条件下的应力-应变曲线,建立了考虑应变补偿的Arrhenius和修正的Johnson-Cook(M-JC)本构模型;张涛等[5]进行不同温度和应变速率下的热压缩实验建立了修正的Arrhenius本构方程和DMM加工图,并基于DMM变形图采用有限元模型得到了该材料热轧变形较优的工艺参数
文献[6~9]进行等温热压缩实验研究了X2A66铝锂合金、7050铝合金等合金等温压缩时的流变变形行为,建立合金峰值应力的本构方程和DMM加工图并观察显微组织分析了该合金的软化机制
2024铝合金有密度低、强度高、焊接性能良好、塑性成形性能优良等优点,广泛用于航天、航空和汽车制造领域[10~13]
进行热压缩实验建立2024铝合金的本构方程及热加工图,分析其热变形行为及微观组织演变,已有大量的研究工作[14~17]
但是,对于不同的2024铝合金材料成分和冶炼状态,其本构方程和热加工图略有不同
已有的研究,较少通过指导热加工成形实际大型工程部件检验热加工图的准确性和实用性
鉴于此,本文建立大尺寸和大变形量工程用2024铝合金的本构方程及DMM加工图,用得到的加工工艺参数指导大挤压比等温挤压实际生产以验证DMM加工图的准确性及实用性,为制定和优化工程用大尺寸大挤压比2024铝合金挤压部件热加工成形的提供理论依据
1 实验方法
实验用材料为2024铝合金铸锭,其主要成分为:Si 0.11%、Fe 0.16%、Cu 4.40%、Mn 0.59%、Mg 1.51%、Cr 0.01%、Zn 0.154%、Ti 0.02%,其余为Al(质量分数,%)
将直径为247 mm长度为6000 mm的铸锭在470℃保温8 h均匀化处理,然后用线切割切取直径为8 mm长度为12 mm的圆柱试样,在MMS-200热力模拟实验机上进行热变形实验
热变形工艺为:以10℃·s-1加热至相应热变形温度保温3 min,随后在此温度下分别以相应的应变速率进行单道次压缩量为50%的热压缩正交实验,热压缩完冷却至室温
变形温度分别为300、350、400、450℃,应变速率分别为0.01、0.1、1、10 s-1
在20MN挤压机上进行等温挤压,铸锭试样的直径为247 mm长度为720 mm,也在470℃均匀化处理8 h
等温挤压工艺参数为:铸锭温度为450℃,模具温度为400℃,挤压筒温度为430℃,挤压比为26.9,挤压杆速为0.5 mm/s
得到的部件的毛坯,如图1所示
然后将部件的毛坯退火,退火参数为:保温温度350℃,保温时间3 h,冷却方式为20℃/h炉冷至250℃后空冷
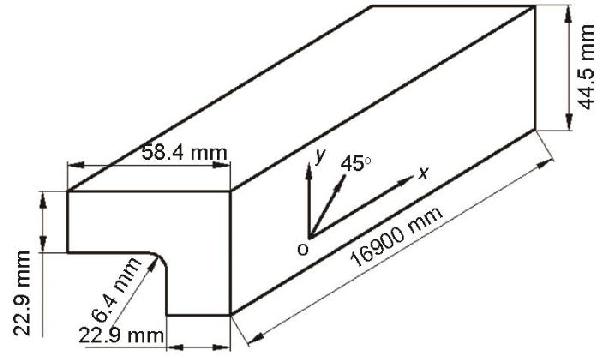
图1等温挤压结构件的示意图
Fig.1Schematic diagram of isothermal extrusion structural parts
用OLYMPUS GX71型金相显微镜(OM) 观察铸锭退火态和等温挤压态2024铝合金的组织
沿等温挤压态的x轴(图1)方向截取试样,用Keller试剂(1%HF+1.5%HCL+2.5%HNO3+95%H2O)腐蚀
用配备牛津EBSD探测器的日本电子JEOL7001场发射扫描电镜对等温挤压态2024铝合金的晶粒取向进行EBSD观察
沿等温挤压态的x轴(图1)方向截取试样,在UniPOL V0900振动抛光机上进行振动抛光,抛光液为50 nm二氧化硅抛光液
用FEI Tecnai G2 F20型透射电子显微镜观察铸锭退火态、挤压态及挤压退火态的2024铝合金的微观组织
金相试样为10 mm×10 mm×1 mm的薄片,并用砂纸机械减薄至50 μm左右,然后冲制出直径为3 mm的小圆片,用Struers TenuPol-5型电解双喷减薄仪将圆片减薄成透射薄膜试样,操作电压为30 V,减薄温度为-30℃
在铸锭退火态、挤压态和挤压退火态(挤压态和挤压退火态分别沿如图1所示x、y和45°三个方向)工件上分别切取拉伸试样,在微力材料试验机(Micro Tester Instron5848)上分别对这三种状态拉伸试样进行室温拉伸试验
拉伸试样的尺寸在图2中给出

图2拉伸试样的示意图
Fig.2Schematic diagram of tensile specimen (unit: mm)
2 结果和讨论2.1 应力-应变关系
图3给出了2024铝合金在不同应变速率下的应力-应变曲线
可以看出,在相同应变速率条件下,随着变形温度的降低流变应力显著增大;在相同的变形温度下,随着应变速率的升高流变应力增大
这表明,该合金是一种负温度及正应变速率敏感材料
由图3还可见,2024铝合金的流变应力先随着应变的增大迅速升高,在某一应变达到峰值后保持稳态或逐渐下降至某一应力后再达到稳态,呈现稳态流变特征
并且流变应力曲线均呈现出不同程度的锯齿形,这表明动态软化和加工硬化不能相互抵消而使状态处于动态平衡[18]
其原因是,材料的热变形过程包括加工硬化和动态软化
在热变形开始阶段流变应力随着应变的增加急剧增大上升,创新明显的加工硬化现象,在该阶段发生了位错的产生、增殖、塞积;然后随着应变量的增大流变应力的增速降低,其原因是动态回复(DRV)软化机制及动态再结晶(DRX)软化机制相继启动抵消了部分加工硬化;同时,随着应变的继续增加,当DRX与DRV软化作用首次抵消材料的加工硬化时应力出现峰值;随后动态再结晶持续进行,DRX软化进一步加强,软化作用超过加工硬化作用时应力有所下降;最后,首轮动态再结晶完成,动态软化与加工硬化两者达到动态平衡,变形进入稳态流变阶段[19,20]
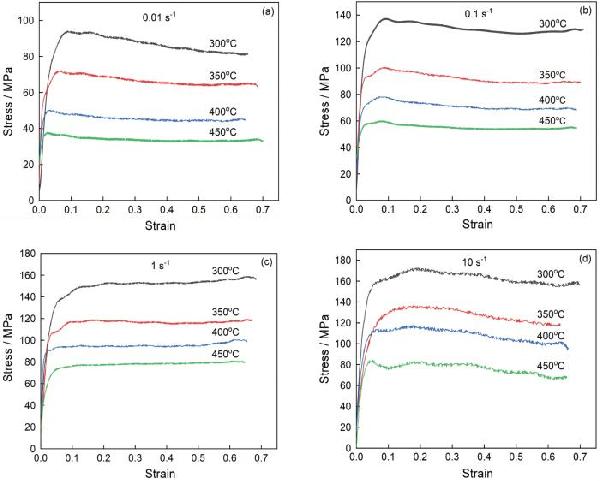
图32024铝合金在不同应变速率下的应力-应变曲线
Fig.3Stress-true strain curves for the alloy at different strain rate
2.2 本构方程的建立
热变形流变应力与热变形参数、变形温度和应变速率密切相关,因此其流变行为可用应变速率 ε˙、变形温度T和流变应力σ之间的关系描述
低应力水平下(即ασ<0.8,其中α为与变形温度无关的常数)的稳态流变应力σ与应变速率 ε˙之问的关系可用指数关系为
ε˙=A1σn1(1)
式中A1、n1为与变形温度无关的常数
在高应力水平下(即ασ>1.2)两者满足幂指数关系
ε˙=A2exp(βσ)(2)
式中β、A2也是与温度无关的常数
其中α、β、n1之间的关系为α=β/n1
在整个应力范围内,这种热激活稳态变形行为由Sellars和Tegart于1966年提出的一种包含变形激活能Q和温度T的双曲正弦形式的修正Arrhenius关系 [21,22]
ε˙=Asinhασnexp-Q/RT(3)
描述
式中A、α和n均为与变形温度无关的常数,Q为热变形激活能,R为气体常数(8.314 J/(mol·K)),T为热变形温度
式(1)和 式(2)能较好地描述材料在低应力和高应力下的流变行为,而 式(3)适用于所有的真应力范围
因此,为了更好地描述不同参数下该合金的金属流动规律,用 式(3)描述材料在热变形过程中的变形行为
对式(1)、(2)求对数得
lnε˙=lnA1+n1lnσ(4)
lnε˙=lnA2+βσ(5)
图4给出了不同变形条件下2024铝合金的峰值应力(表1)和应变速率与变形温度的关系
拟合不同温度下σ- lnε˙和lnσ- lnε˙的曲线,结果在图4a和图4b中给出
分别取不同温度下σ- lnε˙和lnσ- lnε˙拟合的曲线斜率,并求其均值可分别得到β和n1的平均值为0.106和9.09
然后,根据α=β/n1计算出α的平均值为0.012

图4不同变形条件下2024铝合金峰值应力、应变速率和变形温度间的关系
Fig.4Relationship between peak stress, strain rate and deformation temperature of 2024 aluminum alloy under different deformation conditions (a) lnε˙-σ, (b) lnε˙-lnσ, (c) lnε˙-ln[sinh(ασ)], (d) ln[sinh(ασ)]-T-1
Table 1
表1
表1不同温度和应变率下的峰值应力
Table 1Peak stress at different temperatures and strain rates
|
Strain rate/s-1
|
Peak stress/MPa
|
|
573 K
|
623 K
|
673 K
|
723 K
|
|
0.01
|
94.14
|
72.13
|
50.16
|
37.81
|
|
0.1
|
137.58
|
100.56
|
78.32
|
60.19
|
|
1
|
158.97
|
119.45
|
100.57
|
80.98
|
|
10
|
172.57
|
136.4
|
117.71
|
84.33
|
将 式(3)变形并取对数,可得
lnε˙+Q/RT=lnA+nln[sinh(ασ)](6)
拟合ln[sinh(ασ)]- lnε˙关系曲线(图4c),由直线斜率求均值得n=6.66
引入Zener-Hollomon参数Z,其物理意义是温度补偿的变形速率因子[23]
用Z参数表示流变应力
Z=ε˙exp(Q/RT)=Asinh(ασ)n(7)
当应变速率 ε˙一定时将 式(7)两边对1/T求导,可得
Q=Rn{?ln[sinh(ασ)]/?(1/T)}ε˙(8)
拟合ln[sinh(ασ)]-1/T的线性关系,得图4d
对其斜率取均值为3.02,将其代入 式(8)得到变形激活能Q=167.036 kJ·mol-1
对 式(7)两边取对数可得
lnZ=lnA+nln[sinh(ασ)](9)
拟合线性回归曲线lnZ-ln[sinh(ασ)],结果见图5
计算其截距为lnA=27.94,得A=1.36×1012,曲线的线性回归系数为0.97
因此,用Z=1.36×1012sinh(0.012σ)6.66可较好地描述工程用2024铝合金在热变形过程中的流变应力

图52024铝合金的流变应力与参数Z的关系
Fig.5Relationship between flow stress and Zener-Hollomon parameter of 2024 aluminum alloy
将不同材料参数代入 式(3),可得工程用2024铝合金的Arrhenius本构方程
ε˙=1.36×1012[sinh(0.012σ)]6.66exp(-167036/RT)(10)
2.3 DMM加工图的建立
热加工图基于DMM模型表达[24],该模型把试验工件在热变形过程中单位体积内吸收的功率P表示成塑性变形消耗的功率G(耗散量)和另一部分,为合金结构动态变化所消耗的耗散协量J(耗散协量)[25]
应变速率敏感指数m表征参数J与G的比值,于是m可表示为
m=dJdG=ε˙dσσdε˙=?(lnσ)/?(lnε˙)(11)
DMM加工图是把功率耗散图与塑性失稳图叠加得到的[26]
其中功率耗散图是无量纲常数η在T- lnε˙平面内的等值线图,称为能量耗散效率因子,其物理意义是,材料在塑性加工中内部的显微组织结构发生变化产生的耗散能量与在同一条件下耗散总能量之比
η=2mm+1(12)
可根据 式(11)、 式(12)计算出η值,绘制出功率耗散图,如图6所示
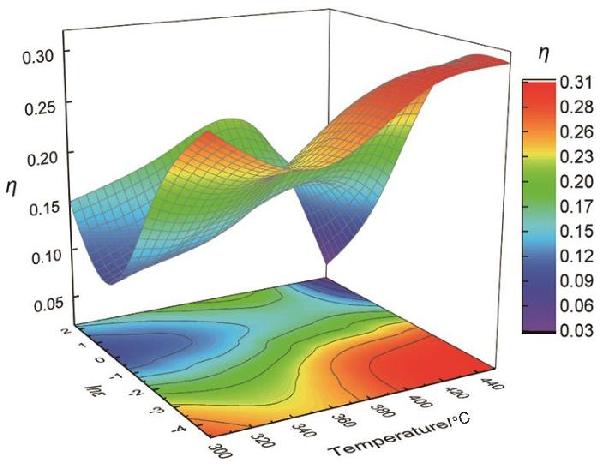
图62024铝合金的三维功率耗散图
Fig.63D maps of power dissipation of 2024 aluminum alloy
无量纲参数
ξ(ε˙)=?ln[mm+1]?lnε˙+m<0(13)
为大塑性流变时的连续失稳判据[24]
根据 式(13)计算出不同变形条件下的ξ(ε˙)值,在能耗图上标出ξ(ε˙)为负的区域,即为流变失稳图,如图7所示

图72024铝合金的三维流变失稳图
Fig.73D maps of rheological instability of 2024 aluminum alloy
将功率耗散图与失稳图重叠在一起,构建出工程用2024铝合金的DMM加工图,如图8所示

图82024铝合金的DMM加工图
Fig.8DMM processing maps of 2024 aluminum alloy
图8中的阴影部位代表失稳区
在这一条件范围内进行塑性形变,很容易产生各种显微组织缺陷,如裂纹、空洞等[27]
因此,制定塑性变形工艺参数时,不可选择这一区域对应的变形温度和速率
其它区域都是较为稳定的加工区域
同时,功率耗散率的高低与材料的塑性加工性能正相关,最高的功率耗散率区域与材料最佳的变形温度和变形速率对应,因此工程用2024铝合金最佳变形温度为395~450℃,应变速率为0.01~0.1 s-1区域
试生产结果表明,铸锭温度和挤压筒温度较高时(温度在450℃以上)材料在挤压生产时开裂倾向性增大,极易发生开裂
温度在435~50℃加工,型材开裂现象明显减弱
根据ABAQUS有限元软件模拟不同挤压杆速下的应变速率分布及试制结果,不同挤压杆速都会使型材发生扭拧
但是,随着挤压杆速的降低扭拧倾向减弱,结构件表面质量提高
因此制定等温挤压工艺参数为坯料挤压初始温度为450℃,挤压筒温度430℃,模具温度400℃,挤压杆速为0.5 mm/s
3 等温挤压实验结果分析
图9给出了2024铝合金铸锭在470℃保温8 h均匀化处理后的铸态组织,可见组织中的晶粒较为粗大

图92024铝合金的铸态退火组织
Fig.9As cast annealed microstructure of 2024 aluminum alloy
图10给出了2024铝合金等温挤压后沿x轴方向截取试样的金相组织
可以看出,挤压后的组织为条带状,与图9铸态组织相比,等温挤压态组织明显细化
图11a、b和c分别给出了2024铝合金铸锭的退火态、挤压态及挤压退火态TEM照片
从图11a可见,基体组织中有大量位错和析出的第二相粒子
析出相以棒状结构为主均匀分布,晶界处也明显析出了第二相粒子
在图11b的基体组织中也有大量位错和析出第二相粒子
析出相以点状和棒状为主均匀分布,其尺寸小于铸锭退火态,晶界处有少量第二相粒子和大量位错存在,晶界表现为扭折状态,是在挤压过程中晶界与析出第二相粒子交互作用的结果
在图11c的基体组织中有少量位错和大量析出第二相粒子
析出相以圆球状为主均匀分布,其尺寸进一步减小,晶界处第二相粒子和位错明显减少,晶界呈扭折状态
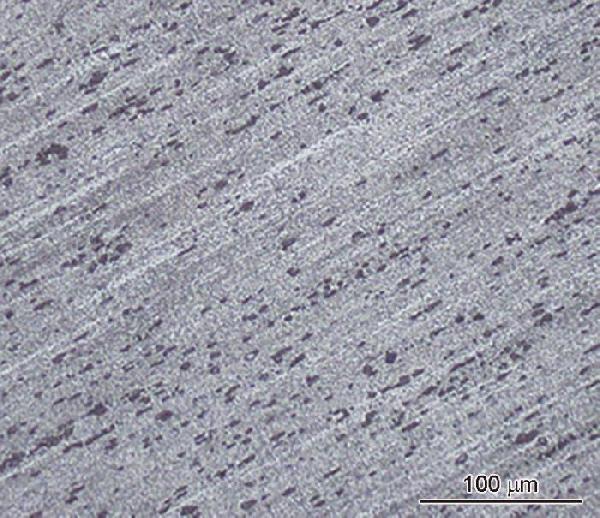
图102024铝合金的挤压态组织
Fig.10Extrusion structure of aluminum alloy 2024

图112024铝合金铸锭的退火态、挤压态和挤压退火态TEM照片
Fig.11TEM images of 2024 aluminum alloy (a) as cast annealed, (b) as extruded, (c) as extrusion annealed
图12给出了铸锭退火态、挤压态和挤压退火态沿x轴方向的室温应力-应变曲线
图13给出了挤压态和挤压退火态分别沿x轴、y轴及45°方向的室温应力-应变曲线
表2列出了2024铝合金不同状态及方向3组拉伸性能的平均值和标准差值
从图12可见,与铸锭退火态相比,挤压态的抗拉强度及伸长率都明显提高
其原因是,在等温挤压过程中晶粒被拉长、破碎和纤维化,使位错密度提高、位错交滑移或攀移受阻,出现位错的缠结所导致的加工硬化
图14给出了2024铝合金的EBSD取向图
可以看出,挤压态晶粒呈现平行于挤压方向的条带状,在晶界处还夹杂一些小的等轴晶粒,而且这些条带状晶粒的<111>晶向均平行于挤压方向,即形成丝织构
图15给出了挤压件的晶界取向差角分布图
可以看出,等温挤压后结构件的微观组织中大角度晶界占比较大(>15°)
这表明,在变形过程中发生了动态再结晶
随着变形过程的进行再结晶晶粒不断吞噬周围的变形晶粒,进而替代原来的带状形变组织
同时,大挤压比也使原始晶粒破碎成细小的晶粒,重新生成的再结晶以小晶粒为主,因此挤压后的组织得到了细化
根据Hall-Petch 关系,晶粒细化使晶界总面积增加,晶界对位错的运动的阻碍作用增强,从而使合金的强度提高
图11b表明,弥散强化和第二相强化也对提高合金强度有一定贡献
其原因是,在变形过程中基体组织及晶界中弥散分布的析出第二相粒子对位错运动有明显的阻碍,并且基体组织中的第二相粒子钉扎亚晶界抑制了晶界的迁移,从而使晶粒细化[28]
同时,挤压消除了铸造组织中的缺陷,也使挤压件的综合性能提高
在图13中,与沿y轴方向相比,挤压态沿x轴方向及45°方向的抗拉强度及伸长率都有所提高
其原因是,在挤压过程中晶粒取向发生择优排列,产生了织构所导致的强化效应
由图13所示,与挤压态相比,挤压退火态的伸长率明显提高,抗拉强度明显降低,但是与铸锭相比退火态的伸长率和抗拉强度都有所提高
其原因是,退火后材料内部缺陷减少,储存能部分得到释放,位错密度降低,加工硬化现象减弱,使强度降低、塑性提高
但是(图11c)基体组织中和晶界处均匀分布的第二相粒子使位错增生,使合金得到了强化,因此挤压退火态的强度仍比铸锭退火态的高[29]
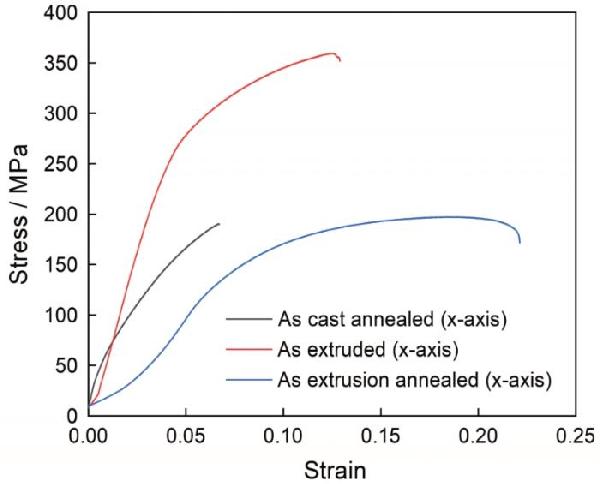
图12不同状态2024铝合金的室温应力-应变曲线
Fig.12Stress-strain curves of 2024 sample in different states at room temperature

图132024铝合金不同方向的室温应力-应变曲线
Fig.13Stress-strain curves of 2024 sample in different directions at room temperature
Table 2
表2
表22024铝合金不同状态和方向试样的拉伸性能
Table 2Tensile test results of 2024 aluminum alloy in different states and directions
|
State
|
σb / MPa
|
δ / %
|
|
As cast annealed(x-axis)
|
193.62±9.3
|
1.78±0.34
|
|
As extruded(x-axis)
|
362.12±5.4
|
4.33±0.14
|
|
As extruded(y-axis)
|
319.77±12.6
|
2.63±0.34
|
|
As extruded(45°-axis)
|
283.46±10.5
|
1.59±0.1
|
|
As extrusion annealed(x-axis)
|
198.29±3.9
|
8.12±1.46
|
|
As extrusion annealed(y-axis)
|
194.57±5.1
|
6.43±0.16
|
|
As extrusion annealed(45°-axis)
|
196.79±7.1
|
5.58±1.01
|

图142024合金挤压态的EBSD取向图
Fig.14EBSD orientation map of 2024 alloy as extruded
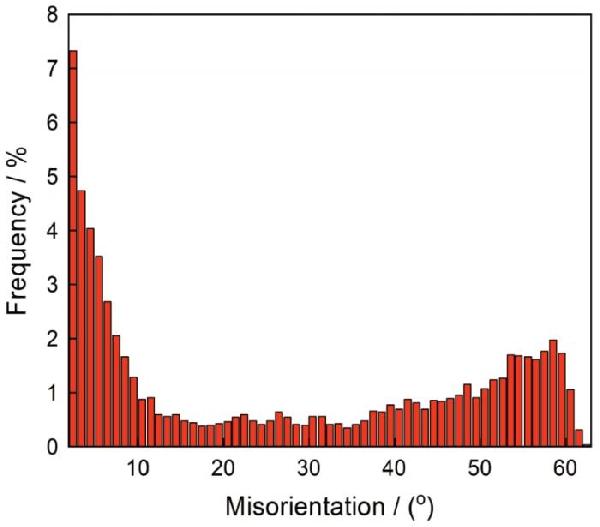
图152024合金挤压态的晶界取向差角分布图
Fig.15grain boundary misorientation distribution map of 2024 alloy as extruded
综上所述,铸锭退火态2024铝合金经过高温、低速率的大挤压比等温挤压后,使铸态组织中的缺陷明显消除、使铸态组织细化、晶界面积增加,并生成了平行于挤压方向的变形织构
在变形过程中晶粒发生大塑性变形,位错大量增殖,位错密度提高,同时第二相弥散分布,因此加工硬化、细晶强化、第二相强化和变形织构的共同作用使其强度比铸锭退火态合金大大提高,使其强度比铸锭退火态合金大大提高
退火后虽然强度有所降低,但是塑性大幅度提高,且其强度仍比铸锭退火态的高
4 结论
(1) 在实验条件下2024铝合金流变应力的本构方程为 ε˙=1.36×1012[sinh(0.012σ)]6.66exp(-167036/RT)
(2) 根据2024铝合金的DMM加工图,确定其最合适的热变形温度为395~450℃,应变速率为0.01~0.1 s-1
(3) 本文建立的本构方程和DMM加工图可指导工程用2024铝合金的等温挤压加工,制备出组织细化和力学性能优异的结构件
参考文献
View Option 原文顺序文献年度倒序文中引用次数倒序被引期刊影响因子
[1]
Deng Y L, Zhang X M.
Development of aluminium and aluminium alloy
[J]. Chin. J. Nonferrous Met., 2019, 29: 2115
[本文引用: 1]
邓运来, 张新明.
铝及铝合金材料进展
[J]. 中国
有色金属学报, 2019, 29: 2115
[本文引用: 1]
[2]
Jiang J F, Wang Y, Xiao G F, et al.
Influence of modification, refinement and heat treatment on mechanical properties of A356 Al-alloy components prepared by squeeze casting
[J]. Chin. J. Mater. Res., 2020, 34: 881
[本文引用: 1]
姜巨福, 王 迎, 肖冠菲 等.
变质细化和热处理对挤压铸造成形A356铝合金构件性能的影响
[J]. 材料研究学报, 2020, 34: 881
[本文引用: 1]
[3]
Gong X T, Zhou J, Xu W J, et al.
The development of isothermal forging technology for aluminum alloy
[J]. China Metalf. Equip. Manufact. Technol., 2009, 44: 23
[本文引用: 1]
龚小涛, 周 杰, 徐戊娇 等.
铝合金等温锻造技术发展
[J]. 锻压装备与制造技术, 2009, 44: 23
[本文引用: 1]
[4]
Wu D X, Liang Q, Wang J.
Hot deformation behavior and constitutive equation of 2024A aluminum alloy
[J]. Spec. Cast. Nonferrous Alloy, 2020, 40: 233
[本文引用: 1]
吴道祥, 梁 强, 王 敬.
2024A铝合金高温流变行为及本构关系研究
[J]. 特种铸造及有色合金, 2020, 40: 233
[本文引用: 1]
[5]
Zhang T, Zhang S H, Li L, et al.
Modified constitutive model and workability of 7055 aluminium alloy in hot plastic compression
[J]. J. Central South Univ., 2019, 26: 2930
DOIURL [本文引用: 1]
[6]
Zhai C H, Feng C H, Chai L H, et al.
Rheological deformation behavior of X2A66 aluminum-lithium alloy during isothermal compression
[J]. Rare Metal Mater. Eng., 2017, 46: 90
[本文引用: 1]
翟彩华, 冯朝辉, 柴丽华 等.
X2A66铝锂合金等温压缩时的流变变形行为
[J].
稀有金属材料与工程, 2017, 46: 90
[本文引用: 1]
[7]
Zhong L W, Gao W L, Feng Z H, et al.
Microstructure characteristics and constitutive modeling for elevated temperature flow behavior of Al-Cu-Li X2A66 alloy
[J]. J. Mater. Res., 2018, 33: 912
DOIURL
[8]
He H L, Yi Y P, Cui J D, et al.
Hot deformation characteristics and processing parameter optimization of 2219 Al alloy using constitutive equation and processing map
[J]. Vacuum, 2018, 160: 293
DOIURL
[9]
Wu B, Li M Q, Ma D W.
The flow behavior and constitutive equations in isothermal compression of 7050 aluminum alloy
[J]. Mater. Sci. Eng., 2012, 542A: 79
[本文引用: 1]
[10]
Ashwath P, Joel J, Kumar H G P, et al.
Processing and characterization of extruded 2024 series of aluminum alloy
[J]. Mater. Today Proceed., 2018, 5(5): 12479
[本文引用: 1]
[11]
Li T, Tao J L, Wang Q Y.
The mechanism of fatigue crack initiation of 2024-T3 and 2524-T34 aluminum alloys
[J]. Chin. J. Mater. Res., 2011, 25: 67
李 棠, 陶俊林, 王清远.
2024-T3和2524-T34铝合金疲劳裂纹的萌生机制
[J]. 材料研究学报, 2011, 25: 67
[12]
Wu A, Wu Y, Li G J, et al.
A high-fit constitutive equation for 2024 aluminum alloy homogenized cast bar
[J]. J. Plast. Eng., 2020, 27: 146
吴 昂, 吴 莹, 李国俊 等.
一种2024铝合金均匀化铸棒的高拟合度本构方程
[J]. 塑性工程学报, 2020, 27: 146
[13]
May A, Belouchrani M A, Taharboucht S, et al.
Influence of heat treatment on the fatigue behaviour of two aluminium alloys 2024 and 2024 plated
[J]. Proc. Eng., 2010, 2: 1795
DOIURL [本文引用: 1]
[14]
Mirzadeh H.
Simple physically-based constitutive equations for hot deformation of 2024 and 7075 aluminum alloys
[J]. Trans. Nonferrous Met. Soc. China, 2015, 25: 1614
DOIURL [本文引用: 1]
[15]
Feng J M, Eliane G, Cao X D, et al.
Study on constitutive equations of 2024 aluminum alloy considering the compensation of strain
[J]. J. Plast. Eng., 2017, 24(6): 151
冯建铭, Eliane G, 曹旭东 等.
考虑应变补偿的Al2024合金本构方程研究
[J]. 塑性工程学报, 2017, 24(6): 151
[16]
Chen L, Zhao G Q, Gong J, et al.
Hot deformation behaviors and processing maps of 2024 Aluminum alloy in as-cast and homogenized states
[J]. J. Mater. Eng. Perf., 2015, 24: 5002
DOIURL
[17]
Li L, Li H Z, Liang X P, et al.
Flow stress behavior of high-purity Al-Cu-Mg alloy and microstructure evolution
[J]. J. Central South Univ., 2015, 22: 815
DOIURL [本文引用: 1]
[18]
Sun J W, Zhang R W, Li S Y, et al.
Research on the thermal denaturation of 5182 aluminium alloy
[J]. Nonferrous Metals Sci. Eng., 2018, 9(5): 43
[本文引用: 1]
孙军伟, 张荣伟, 李升燕 等.
5182铝合金热变形行为研究
[J]. 有色金属科学与工程, 2018, 9(5): 43
[本文引用: 1]
[19]
Dai Q S, Liu X, Fu P, et al.
High-temperature deformation behavior and processing map of 5083 aluminum alloy
[J]. J. Central South Univ. (Sci. Technol.), 2017, 48: 1988
[本文引用: 1]
戴青松, 刘 栩, 付 平 等.
5083铝合金高温变形行为及加工图
[J]. 中南大学学报(自然科学版), 2017, 48: 1988
[本文引用: 1]
[20]
Cui Z Q, Qin Y C. Metallurgy and Heat Treatment 2nd ed. [M].
Beijing:
China Machine Press, 2011
[本文引用: 1]
崔忠圻, 覃耀春. 金属学与热处理. 第2版 [M].
北京:
机械工业出版社, 2011
[本文引用: 1]
[21]
Lin Y C, Xia Y C, Chen X M, et al.
Constitutive descriptions for hot compressed 2124-T851 aluminum alloy over a wide range of temperature and strain rate
[J]. Comput. Mater. Sci., 2010, 50: 227
DOIURL [本文引用: 1]
[22]
Mandal S, Rakesh V, Sivaprasad P V, et al.
Constitutive equations to predict high temperature flow stress in a Ti-modified austenitic stainless steel
[J]. Mater. Sci. Eng., 2009, 500A: 114
[本文引用: 1]
[23]
Medina S F, Hernandez C A.
General expression of the Zener-Hollomon parameter as a function of the chemical composition of low alloy and microalloyed steels
[J]. Acta Mater., 1996, 44: 137
DOIURL [本文引用: 1]
[24]
Prasad Y V R K, Gegel H L, Doraivelu S M, et al.
Modeling of dynamic material behavior in hot deformation: forging of Ti-6242
[J]. Metall. Trans., 1984, 15A: 1883
[本文引用: 2]
[25]
Chen L, Si J Y, Liu S H, et al.
Hot deformation behavior and hot processing map of extruded FGH4096 superalloy
[J]. Mater. Rev., 2019, 33: 2047
[本文引用: 1]
陈 龙, 司家勇, 刘松浩 等.
挤压态FGH4096合金的热变形行为及热加工图
[J]. 材料导报, 2019, 33: 2047
[本文引用: 1]
[26]
Yang Y T, Luo R, Cheng X N, et al.
High temperature plastic deformation behavior and hot workability of an Alumina-forming Austenitic heat-resisting alloy
[J]. Chin. J. Mater. Res., 2019, 33: 232
DOI [本文引用: 1]

The deformation behavior of a new alumina-forming austenitic stainless steel (AFA) was investigated by means of isothermal hot compression test with a strain rate range of 0.01~5 s-1 at 950~1150℃, as well as OM and EBSD characterization. The hot processing map of the AFA steel was established based on dynamic material model. The influence of deformation parameters on the processability of the steel was also analyzed. Besides, the thermal deformation mechanism diagram was also constructed according to the deformation characteristics of different regions. The results show that the high temperature flow stress of the new AFA steel is significantly affected by the deformation temperature and strain rate. Serious flow instability can be observed at 950~1150℃ with strain rates of 0.18~5 s-1. Fully dynamic recrystallization occurred under the deformation conditions of 1050~1120℃ and 0.01~0.1 s-1 or 1120~1150℃ and 10-0.5~10-1.5 s-1. The recrystallized grains are fine and homogeneous with the power dissipation factor η reaching the peak value of 45%. It is proposed that the recrystallization zone should be preferentially selected and the flow instability zone should be avoided in order to establish a reasonable hot processing system.
杨雨童, 罗 锐, 程晓农 等.
新型含铝奥氏体耐热合金的高温塑性变形行为和热加工性能
[J]. 材料研究学报, 2019, 33: 232
DOI [本文引用: 1]
新型含铝奥氏体耐热合金(AFA)进行压缩热模拟试验,使用OM和EBSD等手段研究了这种合金在950~1150℃和0.01~5 s<sup>-1</sup>条件下的微观组织演变、建立了基于动态材料模型热加工图、分析了变形参数对合金加工性能的影响并按照不同区域组织变形的特征构建了合金的热变形机理图
结果表明:新型AFA合金的高温流变应力受到变形温度和应变速率的显著影响
在变形温度为950~1150℃和应变速率为0.18~10 s<sup>-1</sup>条件下,这种合金易发生流变失稳
在变形温度为1050~1120℃、应变速率0.01~0.1 s<sup>-1</sup>和变形温度1120~1150℃、应变速率10<sup>-0.5</sup>~10<sup>-1.5</sup> s<sup>-1</sup>这两个区间,这种合金发生完全动态再结晶行为且其再结晶晶粒均匀细小,功率耗散因子η达到峰值45%
新型AFA合金的热加工艺,应该优先选择再结晶区域
[27]
Cepeda-Jiménez C M, Ruano O A, Carsí M, et al.
Study of hot deformation of an Al-Cu-Mg alloy using processing maps and microstructural characterization
[J]. Mater. Sci. Eng., 2012, 552A: 530
[本文引用: 1]
[28]
Chen Y Q, Song W W, Pan S P, et al.
Effects of coarse S phase on hot deformation behaviors and microstructure evolutions of 2E12 aluminum alloy
[J]. Chin. J. Nonferrous Met., 2016, 26: 2267
[本文引用: 1]
陈宇强, 宋文炜, 潘素平 等.
粗大S相对2E12铝合金热变形行为及组织演变的影响
[J]. 中国有色金属学报, 2016, 26: 2267
[本文引用: 1]
[29]
Huang Q X, Wang J L, Liu Z H, et al.
Effect of annealing temperature on mechanical properties and microstructure of ECAP-extruded 7005 aluminum alloy
[J]. Mater. Rev., 2013, 27(22): 101
[本文引用: 1]
黄启祥, 王军丽, 刘兆华 等.
退火温度对ECAP变形后7005铝合金组织性能的影响
[J]. 材料导报, 2013, 27(22): 101
[本文引用: 1]
铝及铝合金材料进展
1
2019
声明:
“铸态退火2024合金在不同温度下的变形行为” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1051
编辑:中冶有色技术网
来源:杨兵,刘春忠,高恩志,孙巍,刘停,张洪宁,朱明伟,卢天倪
1051
编辑:中冶有色技术网
来源:杨兵,刘春忠,高恩志,孙巍,刘停,张洪宁,朱明伟,卢天倪
 分享 0
分享 0
 举报 0
举报 0
 收藏 0
收藏 0
 反对 0
反对 0
 点赞 0
点赞 0






































































 中冶有色技术平台
中冶有色技术平台

 2024年05月17日 ~ 19日
2024年05月17日 ~ 19日 



 换一批
换一批




